
Bulong lục giác chìm đầu trụ inox 304 M10x75 DIN 912 – Ren lửng
Vật liệu : INOX 304
Tiêu chuẩn : DIN 912
Xử lý bề mặt : Thép không gỉ A2
Chất lượng: Có đầy đủ giấy tờ CO CQ
| Hệ | Met |
|---|---|
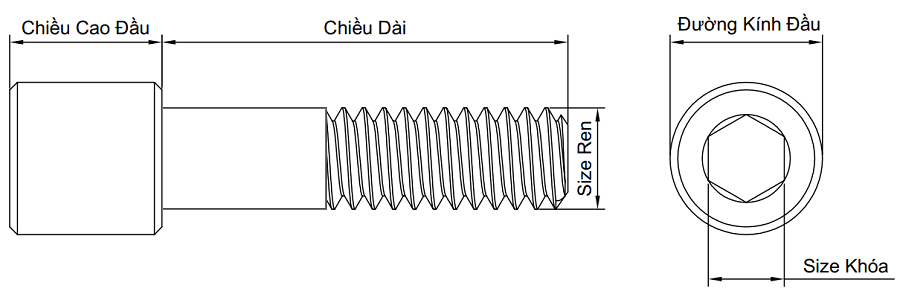
| Size Ren | M10 |
| Chiều Dài | 75 mm |
| Size Khóa | 8 mm |
| Vật Liệu | Inox 304 |
| Đường Kính Đầu | 16 mm |
| Chiều Cao Đầu | 10 mm |
| Bước Ren | 1.5 mm |
| Phân Bố Ren | Ren Lửng |
| Tiêu Chuẩn | DIN 912 |
| Loại Ren | Ren Thô |
| Chiều Ren | Ren Phải |
Chế biến gỗ: rung mạnh, bụi và định vị dao cụ
Máy chế biến gỗ — máy cưa, máy bào, máy phay, CNC gỗ, dây chuyền ván — có đặc thù riêng: rung động rất mạnh từ dao cụ quay/chuyển động tốc độ cao và quá trình cắt gọt; bụi gỗ dày bám khắp nơi; tiếp xúc keo, hóa chất xử lý/bảo quản gỗ; và yêu cầu định vị dao cụ chính xác để cắt đẹp, an toàn. Bulong lục giác chìm đầu trụ inox 304 M10×75 DIN 912 bản ren lửng với đoạn thân trơn dài chịu cắt và định vị, phù hợp cho lắp đặt cụm dao, cụm máy chịu rung. Bài viết này nhìn nó từ góc kỹ thuật máy gỗ, nhấn mạnh chống tự nới do rung mạnh và độ chính xác định vị.
Nội dung tập trung vào: lợi thế ren lửng chịu cắt/định vị, vai trò ở máy cưa/bào/CNC, chống tự nới do rung mạnh, và chống gỉ với keo/hóa chất gỗ. Bảng thông số kích thước bạn đã có ngay phía trên.
Ren lửng thân dài: chịu cắt và định vị cụm dao
Bản ren lửng có đoạn thân trơn nhẵn dài dưới đầu rồi mới tới ren. Trong lắp đặt cụm dao, cụm máy gỗ, đoạn thân trơn này chịu lực cắt tốt hơn ren khi nằm trong mặt phẳng chịu cắt (tiết diện liền, không tập trung ứng suất tại đáy ren), định vị chính xác giữa các chi tiết và giảm rơ dưới rung mạnh khi cắt gọt. Đây là lợi thế quan trọng cho máy gỗ — nơi rung lớn và độ chính xác dao cụ quyết định chất lượng cắt và an toàn. So với ren suốt, bản ren lửng thân dài như M10×75 phù hợp hơn cho liên kết chịu cắt, định vị. Lưu ý: với cụm gá dao tới hạn về tốc độ/an toàn, dùng phần cứng theo khuyến nghị của nhà sản xuất máy; inox phù hợp cho vị trí cần chống gỉ và định vị trong khả năng tải.
Vai trò của M10×75 ở máy cưa, bào, CNC, dây chuyền
Trong máy chế biến gỗ, M10 là cỡ phổ biến cho lắp ráp cụm máy: gá cụm dao, đầu dao, trục dao; bàn máy, thân máy, cụm dẫn hướng; băng tải, con lăn, dây chuyền ván; khung, giá đỡ thiết bị. Chiều dài 75 mm với thân trơn dài hợp khi định vị qua cụm dày, gá dao. Đầu lục giác chìm gọn, chìm khít, tạo bề mặt phẳng — an toàn khi nhiều bộ phận chuyển động và dễ vệ sinh bụi gỗ. Bản inox đặc biệt hợp ở vị trí tiếp xúc keo, hóa chất, ẩm. Cần lưu ý: với cụm gá dao quay tốc độ cao, tuân thủ phần cứng và mô men theo nhà sản xuất máy vì liên quan an toàn. M10×75 inox bản ren lửng phù hợp cho lắp đặt cụm máy, định vị cần chống gỉ. Phối long đền phẳng phù hợp.
Chống tự nới do rung mạnh tốc độ cao
Đây là điểm quan trọng nhất với máy gỗ: rung động rất mạnh khi cắt gọt làm bu lông tự nới nhanh, và mối ghép lỏng trên máy gỗ cực kỳ nguy hiểm — dao cụ quay tốc độ cao nếu lỏng có thể văng, gây tai nạn nghiêm trọng. Vì vậy chống tự tháo là yêu cầu an toàn bắt buộc: long đền vênh, keo khóa ren cường độ phù hợp, đai ốc tự khóa theo thiết kế và đặc biệt theo khuyến nghị của nhà sản xuất máy với cụm gá dao. Phối long đền vênh phù hợp. Đưa việc kiểm tra siết các mối ghép — đặc biệt cụm dao — vào kiểm tra trước mỗi ca và bảo trì định kỳ. Tuân thủ nghiêm quy trình an toàn vận hành máy gỗ; không bao giờ vận hành khi mối ghép cụm dao chưa được siết chắc và kiểm tra.
Chống gỉ với keo, hóa chất xử lý gỗ và ẩm
Máy gỗ tiếp xúc keo (dán ván, ép), hóa chất xử lý/bảo quản gỗ, nhựa gỗ và môi trường xưởng có thể ẩm — gây gỉ bu lông thép, làm bẩn và kẹt mối ghép. Inox 304 chống gỉ tốt với keo thông thường, ẩm, môi trường xưởng gỗ — phù hợp phần lớn vị trí. Tuy nhiên, với một số hóa chất xử lý gỗ mạnh (chất bảo quản chứa muối/đồng, một số chất chống mối mọt) hoặc môi trường có clorua, inox 316 bền hơn. Nguyên tắc: keo, ẩm thường → 304; hóa chất xử lý gỗ mạnh → cân nhắc 316. So với bu lông thép gỉ làm bẩn gỗ và kẹt cứng, inox giữ máy sạch và dễ bảo trì hơn. Bụi gỗ ẩm bám lâu cũng thúc đẩy gỉ thép — inox giảm vấn đề này. Khi ghép bu lông – đai ốc, dùng tán lục giác inox cùng mác.
Lực siết, chống kẹt ren và an toàn
Siết đúng lực giúp cụm máy chắc và chính xác mà không hỏng ren. Với inox 304 dùng mô men cấp A2 và cờ lê lực; M10 dùng chìa lục giác 8 mm. Đặc biệt với cụm gá dao, tuân thủ mô men theo khuyến nghị nhà sản xuất máy — siết đủ chặt để an toàn. Inox dễ galling khi siết nhanh/lệch trục, nên vặn từ từ, thẳng trục; bôi chống kẹt ren giúp chống galling và giúp tháo được khi thay dao, bảo trì (máy gỗ thay dao thường xuyên). Tận dụng đoạn thân trơn để định vị chính xác cụm dao. Vệ sinh sạch bụi gỗ quanh đầu vít để chìa lục giác ăn khớp tốt khi tháo. Luôn kiểm tra mối ghép cụm dao trước khi vận hành — an toàn trên máy gỗ là ưu tiên tuyệt đối.
Ứng dụng điển hình
Con bu lông này thường gặp ở: gá cụm dao, đầu dao, trục dao máy cưa/bào/phay/CNC; bàn máy, thân máy, cụm dẫn hướng; băng tải, con lăn, dây chuyền ván; khung, giá đỡ thiết bị. Điểm chung là rung rất mạnh, cần định vị chính xác, và tiếp xúc keo/hóa chất/ẩm — nơi bản ren lửng của M10×75 inox phù hợp. Với hóa chất xử lý gỗ mạnh dùng 316; và đặc biệt mọi cụm gá dao phải dùng phần cứng, mô men và biện pháp chống tự nới theo khuyến nghị nhà sản xuất máy vì liên quan an toàn.
Kiểm tra chất lượng và chứng từ
Với máy gỗ liên quan an toàn (cụm dao chịu rung mạnh), chất lượng bu lông quan trọng. Khi nhập bản ren lửng, kiểm tra: đoạn thân trơn nhẵn, đúng cỡ để định vị; đúng kiểu ren; ren sắc nét vào êm; lỗ lục giác sắc nét cho chìa 8 mm (lỗ toét dễ trờn khi thay dao nhiều lần); thân thẳng; bề mặt sáng không rỗ. Lưu ý nam châm không phân biệt 304 với 316 (quan trọng khi vị trí hóa chất cần 316). Yêu cầu hồ sơ CO/CQ để xác nhận đúng mác và hóa đơn VAT. Đặc biệt với cụm gá dao, ưu tiên dùng đúng phần cứng theo nhà sản xuất máy; bu lông kém chất lượng ở vị trí này tiềm ẩn rủi ro an toàn.
Đặt mua bulong lục giác chìm đầu trụ inox 304 M10×75 DIN 912 (ren lửng) tại Ánh Dương
Kỹ Thuật Công Nghiệp Ánh Dương cung cấp con M10×75 DIN 912 inox 304 bản ren lửng, và tư vấn/cung cấp inox 316 cho vị trí hóa chất xử lý gỗ mạnh — với hàng sẵn kho, đầy đủ CO/CQ, hỗ trợ hóa đơn VAT và giao hàng toàn quốc. Đội ngũ kỹ thuật có thể tư vấn chọn ren suốt hay ren lửng và đúng mác cho máy chế biến gỗ của bạn, đồng thời lưu ý dùng đúng phần cứng nhà sản xuất cho cụm gá dao.
Để được tư vấn hoặc nhận bảng giá theo số lượng, vui lòng liên hệ với Ánh Dương qua hotline 097 4368 457 / 0968 754 246, hoặc gửi yêu cầu báo giá kèm quy cách và môi trường. Bạn cũng có thể xem nhóm bulong lục giác chìm đầu trụ, hoặc cỡ M10×70.
Câu hỏi thường gặp (FAQ)
Vì sao chống tự nới đặc biệt quan trọng trên máy gỗ?
Vì rung khi cắt gọt rất mạnh và dao cụ quay tốc độ cao; mối ghép cụm dao lỏng có thể làm dao văng, gây tai nạn nghiêm trọng. Phải chống tự nới và kiểm tra trước mỗi ca.
Vì sao ren lửng hợp cho cụm dao, cụm máy gỗ?
Đoạn thân trơn chịu lực cắt tốt hơn ren và định vị chính xác, giảm rơ dưới rung mạnh — phù hợp gá cụm dao và lắp cụm máy.
Máy gỗ nên dùng inox 304 hay 316?
Keo, ẩm thường: 304 đủ. Với hóa chất xử lý/bảo quản gỗ mạnh (muối/đồng) hoặc môi trường clorua: cân nhắc 316.
M10×75 dùng chìa lục giác cỡ mấy?
Dùng chìa lục giác 8 mm. Bôi chống kẹt ren khi lắp để thay dao, bảo trì dễ; vệ sinh bụi gỗ quanh đầu vít trước khi tháo.
Cụm gá dao có dùng bu lông inox thường được không?
Với cụm gá dao tới hạn về tốc độ/an toàn, hãy dùng đúng phần cứng và mô men theo khuyến nghị nhà sản xuất máy. Inox phù hợp cho vị trí cần chống gỉ trong khả năng tải.
Kết luận
Trong ngành chế biến gỗ, bulong lục giác chìm đầu trụ inox 304 M10×75 DIN 912 bản ren lửng là lựa chọn cho lắp đặt cụm máy và định vị cần chống gỉ — nhờ thân trơn chịu cắt/định vị và inox bền với keo, ẩm, hóa chất. Điều quan trọng nhất với máy gỗ là an toàn: chống tự nới triệt để do rung mạnh, kiểm tra mối ghép cụm dao trước mỗi ca, và dùng đúng phần cứng nhà sản xuất cho cụm gá dao tới hạn. Kết hợp chọn đúng mác theo hóa chất và bôi chống kẹt ren để thay dao dễ, con vít phục vụ đúng và an toàn. Khi cần nguồn hàng đúng kiểu ren, đúng mác và tư vấn kỹ thuật, Ánh Dương sẵn sàng đồng hành cùng bạn.

Chưa có đánh giá nào.