
Tán Hàn Lục Giác Thép Mộc M16 DIN929
Vật liệu : Thép carbon, xử lý bề mặt Mộc / không mạ
Xuất xứ : PRC
Hóa đơn : Có VAT
Chất lượng : Hàng mới 100%, dùng cho hàn cố định trên tấm kim loại, tạo điểm bắt ren chắc chắn cho lắp ghép cơ khí
| Vật Liệu | Thép Carbon |
|---|---|
| Xử Lý Bề Mặt | Mộc / không mạ |
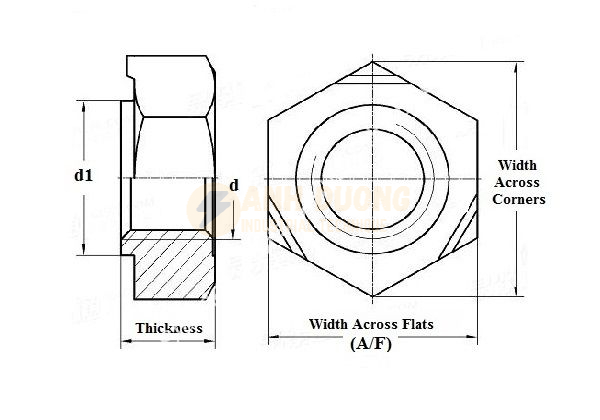
| Kích thước ren | M16 |
| Bước Ren | 2 |
| Tiêu Chuẩn | DIN929 |
| Kiểu tán | Tán hàn lục giác |
| Chiều Rộng | 24 mm |
| Chiều Cao | 13 mm |
Tán Hàn Lục Giác Thép Mộc M16 DIN929
Tán Hàn Lục Giác Thép Mộc M16 DIN929 là chi tiết ren trong chuyên dùng để hàn cố định lên tấm kim loại, khung thép, vỏ máy, jig gá hoặc cụm lắp ráp cần điểm bắt bulong ổn định. Sản phẩm có kích thước ren M16, bước ren 2.0 mm, chiều rộng tham khảo 24 mm và chiều cao tham khảo 13 mm, phù hợp cho những vị trí cần tạo liên kết chắc chắn nhưng không muốn khoan taro trực tiếp lên tấm nền. Khi được hàn đúng kỹ thuật, tán hàn giúp tạo điểm ren cố định, hỗ trợ thao tác tháo lắp nhanh và giúp cụm chi tiết có khả năng chịu lực tốt hơn so với nhiều phương án kẹp giữ tạm thời.
Vật liệu của Tán Hàn Lục Giác Thép Mộc M16 DIN929 là Thép carbon, bề mặt Mộc / không mạ. Đây là nhóm vật tư thường dùng trong cơ khí chế tạo, sản xuất tủ điện, khung thiết bị, ngành ô tô, xe máy, đồ gá công nghiệp, thiết bị tự động hóa và các dây chuyền cần lắp ráp nhiều chi tiết dạng tấm. Điểm quan trọng khi chọn tán hàn là phải đúng size ren M16, đúng vật liệu, đúng kiểu bề mặt và đúng tiêu chuẩn DIN929 để đảm bảo khả năng lắp với bulong tương ứng. Nếu chọn sai kích thước, bulong có thể không ăn khớp hoặc làm hỏng ren khi siết.
Thiết kế lục giác giúp sản phẩm dễ định vị, dễ kiểm tra bằng mắt và phù hợp với nhiều đồ gá hàn trong sản xuất hàng loạt. Phần ren trong nằm ở tâm tán, cho phép lắp bulong hoặc vít sau khi tán đã được hàn lên bề mặt nền. Với các cụm tấm mỏng, tán hàn là giải pháp hữu ích vì người dùng không cần tạo ren trực tiếp trên vật liệu nền vốn có chiều dày hạn chế. Liên kết sau hàn có thể phục vụ cho việc bắt nắp che, panel, giá đỡ, thanh gá, phụ kiện máy hoặc các chi tiết cần tháo ra để bảo trì định kỳ.
Khi dùng Tán Hàn Lục Giác Thép Mộc M16 DIN929, người dùng nên kiểm tra bản vẽ, mẫu cũ hoặc danh sách vật tư để xác nhận đúng kích thước M16. Các kích thước tán hàn nhìn bên ngoài có thể tương đối giống nhau, đặc biệt với nhóm size gần nhau, nhưng ren trong và chiều cao sẽ khác nhau. Việc đối chiếu trước khi lắp giúp tránh tình trạng lắp nhầm, tuôn ren, kẹt ren hoặc phải sửa lại vị trí hàn. Trong sản xuất hàng loạt, sai vật tư ở bước hàn có thể làm tăng thời gian xử lý, ảnh hưởng đến chất lượng bề mặt và làm phát sinh công đoạn kiểm tra bổ sung.
Trước khi hàn, bề mặt tấm nền cần được làm sạch dầu mỡ, bụi, sơn dư, lớp oxy hóa và ba via quanh lỗ. Tán phải được đặt đúng vị trí, đúng hướng và được giữ ổn định bằng đồ gá hoặc phương án định vị phù hợp. Mối hàn cần đủ chắc để tán không xoay khi siết bulong, đồng thời không làm biến dạng ren trong. Sau khi hàn, nên thử bằng bulong cùng size M16 để kiểm tra độ trơn của ren, độ đồng tâm và khả năng siết. Đây là bước nhỏ nhưng giúp phát hiện sớm lỗi hàn, lỗi lệch vị trí hoặc lỗi do nhiệt làm ảnh hưởng đến ren.
Tán Hàn Lục Giác Thép Mộc M16 DIN929 phù hợp cho kết cấu thép, khung máy, jig gá, vỏ tủ và các vị trí ưu tiên độ bền cơ học. Trong các cụm máy công nghiệp, tán hàn thường được dùng tại các vị trí phải tháo mở nhiều lần như nắp bảo vệ, tấm che động cơ, hộp điện, khung cảm biến, gá đỡ xy lanh, băng tải, bàn thao tác hoặc cụm che chắn an toàn. Khi cần bảo trì, kỹ thuật viên có thể tháo bulong ra mà không cần giữ tán phía sau, giúp thao tác nhanh hơn và thuận tiện hơn trong không gian hẹp.
Với vật liệu Thép carbon, người dùng nên cân nhắc môi trường làm việc thực tế. Nếu khu vực có hơi ẩm, hóa chất nhẹ hoặc yêu cầu bề mặt sạch, vật liệu inox thường được ưu tiên. Nếu vị trí sử dụng trong nhà xưởng khô ráo, chịu tải cơ khí thông thường và cần tối ưu chi phí vận hành, nhóm thép carbon hoặc thép mạ có thể đáp ứng tốt. Với bề mặt Mộc / không mạ, cần bảo quản sản phẩm nơi khô ráo, tránh để lẫn với vật tư gỉ sét, dầu bẩn hoặc hóa chất có thể làm ảnh hưởng đến bề mặt trước khi đưa vào hàn.
Trong quá trình kiểm tra đầu vào, nên quan sát ren trong, mặt tiếp xúc, cạnh lục giác và độ đồng đều của bề mặt. Sản phẩm đạt yêu cầu cần có ren rõ, không mẻ, không dập, không méo lỗ và không có ba via lớn tại vùng lắp bulong. Người dùng có thể thử lắp nhanh với bulong mẫu cùng kích thước M16 để đánh giá độ khớp. Với các lô hàng phục vụ sản xuất liên tục, nên tách riêng theo size, vật liệu và bề mặt để tránh nhầm giữa inox 304, inox 316, thép mộc, thép đen và thép mạ kẽm.
Đối với công đoạn hàn, nhiệt đưa vào chi tiết cần được kiểm soát để vừa tạo được liên kết chắc, vừa hạn chế biến dạng tấm nền và biến dạng ren. Nếu tấm nền mỏng, nên thử mẫu trước để xác định dòng hàn, thời gian hàn và cách gá phù hợp. Nếu tán được dùng cho chi tiết chịu rung động, cần kiểm tra thêm lực siết bulong, phương án chống lỏng và chu kỳ kiểm tra sau lắp đặt. Một liên kết tốt không chỉ phụ thuộc vào bản thân tán mà còn phụ thuộc vào toàn bộ cụm gồm tấm nền, mối hàn, bulong, long đền và điều kiện vận hành.
Tán Hàn Lục Giác Thép Mộc M16 DIN929 cũng phù hợp để chuẩn hóa vật tư bảo trì trong nhà máy. Khi danh mục vật tư được đặt tên rõ theo size M16, vật liệu Thép carbon, bề mặt Mộc / không mạ và tiêu chuẩn DIN929, đội bảo trì, mua hàng và kho dễ trao đổi hơn. Việc chuẩn hóa tên gọi giúp giảm nhầm lẫn giữa tán hàn lục giác, tán hàn vuông, tán lục giác thường, tán rút hoặc tán cài. Đây là yếu tố quan trọng trong các nhà máy có nhiều thiết bị và nhiều nhóm vật tư cơ khí tương tự nhau.
Khi thiết kế mới, kỹ sư nên xác định trước vị trí lỗ, độ dày tấm, khoảng cách từ tán đến mép tấm, hướng siết bulong và không gian thao tác sau khi lắp. Nếu vị trí tán quá gần mép, mối hàn có thể không đủ ổn định hoặc gây biến dạng mép tấm. Nếu khoảng hở phía sau không đủ, việc lắp bulong sau này có thể khó thao tác. Vì vậy, việc chọn tán hàn đúng kích thước và bố trí đúng ngay từ giai đoạn thiết kế sẽ giúp cụm lắp gọn hơn, dễ gia công hơn và thuận tiện hơn khi bảo trì.
Tổng thể, Tán Hàn Lục Giác Thép Mộc M16 DIN929 là chi tiết nhỏ nhưng có vai trò quan trọng trong nhiều cụm lắp ghép kim loại. Sản phẩm giúp tạo ren cố định, hỗ trợ liên kết chắc chắn, giảm thao tác giữ tán phía sau và phù hợp cho cả sản xuất mới lẫn bảo trì thay thế. Khi chọn đúng size M16, đúng vật liệu Thép carbon, đúng bề mặt Mộc / không mạ và lắp theo quy trình phù hợp, tán hàn lục giác DIN929 sẽ giúp cụm thiết bị vận hành ổn định, dễ tháo lắp và nâng cao độ tin cậy của hệ thống cơ khí.

Chưa có đánh giá nào.