Các loại quy trình đúc: Phương pháp và ứng dụng
Giới thiệu
Bài viết này sẽ đi sâu vào phân tích các quy trình đúc.
Bạn sẽ tìm hiểu thêm về các chủ đề như:
- Lịch sử đúc
- Quá trình đúc
- Các loại quy trình đúc

Lịch sử và sự phát triển của nghề đúc
Đúc là một nghệ thuật cổ xưa có nguồn gốc từ hàng nghìn năm trước, với bằng chứng khảo cổ học cho thấy nó đã được sử dụng từ rất sớm, khoảng năm 3000 trước Công nguyên. Các cuộc khai quật cho thấy các phương pháp đúc thô sơ liên quan đến khuôn gốm hai mảnh được buộc bằng dây thừng, có một lỗ để đổ kim loại nóng chảy. Kỹ thuật này có thể đã được sử dụng để chế tạo vũ khí và công cụ săn bắn thời kỳ đầu.
Người Ai Cập cổ đại chuyên về kỹ thuật đúc để tạo ra mặt nạ thạch cao cho xác ướp, phản ánh tín ngưỡng văn hóa của họ. Họ cũng chế tác đồ trang sức và nhiều hiện vật khác bằng các phương pháp này. Trong khi người Ai Cập phát triển các kỹ thuật này, các nền văn hóa ở phương Đông cũng đang độc lập phát triển các phương pháp tương tự.
Khi kỹ thuật đúc kim loại du nhập vào xã hội Hy Lạp và La Mã, nó đã phát triển thành một hình thức nghệ thuật tinh xảo được sử dụng để tạo ra các bức tượng đồng thông qua phương pháp đúc sáp rỗng . Mỗi phần của tác phẩm điêu khắc được đúc riêng lẻ. Phần lõi được làm bằng đất sét, phủ một lớp sáp, sau đó phủ thêm một lớp đất sét khác lên trên. Nó được nung nóng để làm tan chảy sáp, tạo thành một khoang rỗng, và được nung nóng lại để loại bỏ phần sáp còn lại. Sau khi chuẩn bị xong, kim loại nóng chảy được đổ vào khoảng trống do sáp để lại, đây là tiền thân của phương pháp đúc khuôn đầu tư mà chúng ta biết ngày nay.
Trong thời kỳ Phục Hưng, các nghệ sĩ và nhà điêu khắc đã lấy cảm hứng từ những thành tựu của Hy Lạp và La Mã, từ đó hoàn thiện hơn nữa quy trình đúc. Họ đã phát triển những khuôn đúc phức tạp hơn từ các vật liệu như gỗ, đất nung hoặc thạch cao. Một thách thức đáng chú ý trong thời kỳ này là đảm bảo các khuôn đúc nắm bắt được tỷ lệ chính xác của các thiết kế mục tiêu.
Ở Trung Quốc cổ đại, kỹ thuật đúc được bắt đầu vào khoảng năm 1000 trước Công nguyên để sản xuất các vật dụng thiết thực như công cụ và bát đĩa. Người Trung Quốc đã tiên phong trong sản xuất hàng loạt các công cụ nông nghiệp và vũ khí bằng sắt. Kỹ thuật này không đến được châu Âu cho đến rất lâu sau đó, nơi nó được ứng dụng để chế tạo pháo và đạn dược. Với sự ra đời của cuộc cách mạng công nghiệp trên khắp châu Mỹ và châu Âu, kỹ thuật đúc trở thành một kỹ thuật sản xuất then chốt. Việc khám phá ra các kim loại mới và các phương pháp tinh luyện đã cải thiện cả chất lượng và độ bền của các sản phẩm đúc. Ngày nay, các kỹ thuật đúc đa dạng tạo ra rất nhiều sản phẩm thương mại và công nghiệp.
Khi cuộc cách mạng công nghiệp diễn ra ở Mỹ và châu Âu, đúc kim loại đã trở thành một quy trình sản xuất nền tảng, và vẫn giữ vị trí quan trọng cho đến ngày nay. Việc phát hiện ra các kim loại mới và những cải tiến trong phương pháp đã tạo ra các sản phẩm có chất lượng và độ bền vượt trội. Hiện nay, nhiều kỹ thuật đúc kim loại được sử dụng để sản xuất các mặt hàng thương mại và công nghiệp hàng ngày.
Trải qua nhiều thế kỷ, kỹ thuật đúc kim loại đã phát triển đáng kể khi các phương pháp nấu chảy và gia công kim loại ngày càng tiên tiến. Vàng trở thành kim loại đầu tiên được đúc nhờ tính dẻo và điểm nóng chảy thấp. Một trong những ví dụ lâu đời nhất về đúc kim loại là con ếch bằng đồng có niên đại từ năm 1500 trước Công nguyên. Những tiến bộ của Trung Quốc bao gồm kỹ thuật đúc cát và sử dụng gang.
Những tiến bộ đáng kể trong cuộc cách mạng công nghiệp lần thứ nhất đã tác động mạnh mẽ đến các phương pháp đúc. Năm 1809, AG Eckhart đã phát triển phương pháp đúc ly tâm để phân phối đều kim loại nóng chảy bằng cách quay khuôn. Năm 1837, Jarvis Adams đã phát minh ra máy đúc đầu tiên, đặc biệt là để tạo ra các chữ cái cho máy in. Sau đó, vào năm 1856, Sir Henry Bessemer đã tạo ra một bước đột phá bằng cách giới thiệu kỹ thuật thổi oxy để loại bỏ lượng carbon dư thừa và tạp chất khỏi kim loại nóng chảy, đơn giản hóa quá trình đúc.
Sự phát triển của các xưởng đúc
Các xưởng đúc có lịch sử lâu đời, bắt nguồn từ thời kỳ mà việc đúc dựa vào các công cụ thô sơ và lao động thủ công. Chúng đã phát triển từ những xưởng nhỏ thành những doanh nghiệp công nghiệp lớn. Các xưởng đúc chịu trách nhiệm tạo ra các sản phẩm đúc bằng cách nấu chảy kim loại và đổ vào khuôn. Các xưởng đúc hiện đại được tự động hóa cao, giảm đáng kể nhu cầu lao động thủ công. Chúng được trang bị máy móc tiên tiến như lò nung, gáo múc, xe nâng, cần cẩu, băng tải và container vận chuyển, tất cả đều được thiết kế để chịu được và hoạt động trong điều kiện nhiệt độ khắc nghiệt.
Các xưởng đúc được phân loại theo loại kim loại mà chúng xử lý, đòi hỏi thiết bị chuyên dụng cho từng loại kim loại khác nhau. Ví dụ, xưởng đúc thép sử dụng lò hồ quang điện, trong khi xưởng đúc đồng sử dụng lò cảm ứng. Thiết bị trong các xưởng đúc rất đa dạng, từ các mô hình nhỏ để bàn đến các máy móc khổng lồ nặng vài tấn, với khả năng sản xuất từ vài ounce đến vài tấn. Môi trường làm việc trong các xưởng đúc rất khắc nghiệt và nguy hiểm do nhiệt độ cao cần thiết để nấu chảy và tạo hình kim loại.
Câu hỏi thường gặp
Các loại quy trình đúc kim loại phổ biến nhất là gì?
Các quy trình đúc phổ biến nhất bao gồm đúc cát, đúc khuôn áp lực, đúc khuôn mẫu, đúc khuôn vĩnh cửu, đúc ly tâm, đúc thạch cao và đúc chân không. Mỗi phương pháp đều có những ưu điểm riêng biệt tùy thuộc vào độ phức tạp của chi tiết, số lượng sản phẩm và yêu cầu vật liệu.
Công nghệ đúc đã được cải tiến như thế nào nhờ những tiến bộ hiện đại?
Công nghệ đúc hiện đại sử dụng tự động hóa, mô hình 3D, gia công CNC, phần mềm mô phỏng và giám sát thời gian thực. Những tiến bộ này cho phép độ chính xác cao hơn, dung sai chặt chẽ hơn, phát hiện lỗi nhanh chóng và hiệu quả cao hơn trong toàn bộ quy trình đúc.
Những kim loại nào thường được sử dụng trong quá trình đúc và tại sao?
Các kim loại thường được dùng để đúc bao gồm nhôm, sắt, thép cacbon, thép không gỉ, hợp kim đồng, magie, hợp kim niken và kẽm. Việc lựa chọn phụ thuộc vào nhu cầu ứng dụng như độ bền, khả năng chống ăn mòn, trọng lượng và độ chi tiết hoặc khối lượng yêu cầu.
Sự khác biệt giữa đúc khuôn và đúc cát là gì?
Đúc khuôn áp lực sử dụng phương pháp bơm kim loại nóng chảy vào khuôn thép dưới áp suất, đạt được độ chính xác cao và tốc độ sản xuất nhanh đối với kim loại màu. Đúc cát sử dụng khuôn làm từ cát, linh hoạt hơn về kích thước và vật liệu, và tiết kiệm chi phí đối với sản xuất số lượng nhỏ hoặc các hình dạng phức tạp.
Phương pháp đúc nào mang lại độ chính xác về kích thước và độ hoàn thiện bề mặt cao nhất?
Đúc khuôn đầu tư, còn được gọi là đúc sáp chảy, tạo ra các bộ phận có dung sai kích thước tuyệt vời, độ chính xác cao, chi tiết tinh xảo và yêu cầu hoàn thiện tối thiểu, lý tưởng cho các ứng dụng đòi hỏi độ chính xác cao.
Tại Mỹ có những nhà sản xuất máy đúc lớn nào?
Đúng vậy. Các công ty Mỹ như Waupaca Foundry, Shibaura Machine Company of America, Birch Machinery Company và RDO Induction, Inc. sản xuất các máy đúc tiên tiến cho nhiều loại kim loại và ứng dụng khác nhau.
Các kim loại được sử dụng trong quá trình đúc
Trong ngành công nghiệp đúc kim loại , mỗi chi tiết sản xuất đều có những yêu cầu về hiệu suất riêng biệt—bao gồm độ bền cơ học, độ bền lâu, khả năng chống ăn mòn và độ phức tạp về hình dạng. Để đạt được những thông số kỹ thuật này, điều đầu tiên cần làm là lựa chọn cẩn thận kim loại hoặc hợp kim phù hợp nhất cho công việc đúc. Quyết định này rất quan trọng để tối ưu hóa hiệu suất sản phẩm và hiệu quả chi phí, do đó việc hiểu rõ các đặc tính riêng của kim loại đúc cũng như hành vi của chúng trong các kỹ thuật đúc khác nhau như đúc cát, đúc khuôn, đúc mẫu chính xác và đúc khuôn vĩnh cửu là vô cùng cần thiết.
Nhôm
Hợp kim nhôm được ưa chuộng trong ngành đúc nhờ khả năng gia công tuyệt vời, trọng lượng nhẹ và hiệu quả về chi phí. Các đặc tính vốn có của nhôm—như tỷ lệ độ bền trên trọng lượng cao, khả năng chống ăn mòn và khả năng dẫn nhiệt và dẫn điện tuyệt vời—làm cho nó trở nên lý tưởng cho các ứng dụng công nghiệp, ô tô, hàng không vũ trụ và sản phẩm tiêu dùng . Nhôm có thể được đúc bằng nhiều phương pháp, bao gồm đúc khuôn, đúc cát, đúc trọng lực và đúc khuôn mẫu . Các sản phẩm đúc nhôm thu được được tìm thấy trong các bộ phận như khối động cơ, vỏ, giá đỡ và các bộ phận máy móc phức tạp.
Thép cacbon
Thép cacbon được biết đến với khả năng gia công, hàn tuyệt vời và độ bền vượt trội. Hợp kim này được sử dụng rộng rãi trong các quy trình đúc, nơi mà độ bền, độ chắc chắn và khả năng chống mài mòn dưới áp suất cao là rất cần thiết, chẳng hạn như trong sản xuất van, bơm và các cấu kiện kết cấu. Các tính chất cơ học của thép cacbon được xác định bởi hàm lượng cacbon, với hàm lượng càng cao thì độ cứng và độ bền kéo càng tăng. Thép cacbon thấp đến trung bình —thường được sử dụng trong đúc khuôn mẫu —mang lại sự cân bằng giữa độ dẻo và độ bền, làm cho chúng phù hợp với nhiều ứng dụng kỹ thuật và kiến trúc.
Hợp kim gốc đồng
Đồng , một kim loại cực kỳ dễ uốn, từ lâu đã được sử dụng trong đúc kim loại cho nhiều ứng dụng, từ các bộ phận đường ống đến các đầu nối điện. Hầu hết quá trình đúc được thực hiện bằng hợp kim đồng do những thách thức vốn có và độ xốp liên quan đến đồng nguyên chất. Các hợp kim từ C80000 đến C9999 được lựa chọn vì độ bền, khả năng chống mài mòn, độ dẫn điện và khả năng chống ăn mòn được cải thiện . Các hợp kim đồng đúc quan trọng bao gồm đồng thau (đồng và kẽm) và đồng thiếc (đồng và thiếc), mỗi loại đều mang lại những ưu điểm cụ thể trong các ứng dụng yêu cầu truyền nhiệt, độ dẫn điện hoặc tính thẩm mỹ. Hợp kim gốc đồng được ưa chuộng cho các chi tiết kiến trúc, nhạc cụ và phần cứng hàng hải do sự kết hợp độc đáo các đặc tính của chúng.
Magiê
Hợp kim magie được sử dụng rộng rãi trong các ngành đòi hỏi độ nhẹ cực cao và độ bền lớn, chẳng hạn như công nghiệp ô tô, hàng không vũ trụ và điện tử . Hợp kim phổ biến nhất, AZ91D , được đánh giá cao nhờ mật độ tối thiểu (magie nhẹ hơn thép 75%), khả năng đúc tuyệt vời và khả năng chống va đập cao. Các kỹ thuật đúc magie —đặc biệt là đúc khuôn áp suất cao— cho phép tạo ra các bộ phận phức tạp, thành mỏng với độ ổn định kích thước vượt trội. Quy trình đúc độc đáo này bao gồm việc bơm magie nóng chảy dưới áp suất, cho phép đông đặc nhanh và tốc độ sản xuất cao. Khả năng sản xuất các bộ phận nhẹ góp phần tiết kiệm năng lượng và tăng hiệu quả nhiên liệu trong vận tải và điện tử tiêu dùng.
Hợp kim gốc Niken
Niken và các hợp kim siêu bền gốc niken đã trở nên thiết yếu trong các môi trường hiệu suất cao và nhiệt độ cao, chẳng hạn như tua bin khí, nhà máy hóa chất và các ứng dụng hàng hải . Monel , một hợp kim chứa niken và đồng cùng các nguyên tố vi lượng, và Inconel , một hợp kim niken-crom austenit, là hai vật liệu đúc được ưa chuộng nhờ khả năng chống ăn mòn, chống oxy hóa và độ bền cơ học vượt trội ở nhiệt độ cao. Việc đúc niken thường được thực hiện bằng phương pháp đúc khuôn mẫu do khả năng tạo ra các hình dạng chi tiết và phức tạp. Các bộ phận làm từ hợp kim niken có thể đạt được độ bền kéo tương đương với thép carbon, cùng với độ dẻo cao và độ bền lâu dài trong môi trường khắc nghiệt mà thép thông thường có thể bị hỏng.
Sắt
Gang vẫn là nền tảng của ngành đúc kim loại, với các ứng dụng đa dạng từ cơ sở hạ tầng đến máy móc. Các dạng gang khác nhau – bao gồm gang xám, gang trắng, gang dẻo, gang xếp và gang graphit nén – được chế tạo riêng cho các nhu cầu đúc cụ thể. Gang thường chứa từ 2% đến 4% cacbon và từ 1% đến 3% silic, tạo nên cấu trúc vi tinh thể đặc trưng, mang lại khả năng đúc tốt, giảm rung động và chống mài mòn . Gang xám thường được sử dụng cho khối động cơ, ống dẫn và nắp cống, trong khi gang xếp được sử dụng cho các bộ phận đòi hỏi độ bền và khả năng chống va đập. Mỗi loại gang đúc đều mang lại những lợi ích riêng biệt cho các nhà sản xuất, đáp ứng nhu cầu thị trường đa dạng trong các ứng dụng xây dựng, vận tải và đô thị.
Thép không gỉ
Thép không gỉ là một nhóm hợp kim gốc sắt chứa ít nhất 10,5% crom, đảm bảo khả năng chống ăn mòn, chịu nhiệt và độ bền tuyệt vời trong môi trường khắc nghiệt. Các loại thép đúc phổ biến bao gồm series 300, series 400, 14-4 PH, 15-5 PH, 17-4 PH và series 2205 , mỗi loại được chế tạo theo các tiêu chí hiệu suất cụ thể. Các loại thép cacbon thấp thể hiện khả năng chống ăn mòn vượt trội và được sử dụng trong ngành y tế, chế biến thực phẩm và hàng hải, trong khi các loại thép cacbon cao cung cấp khả năng chịu nhiệt vượt trội cho các bộ phận lò nung và linh kiện ô tô. Hầu hết các sản phẩm đúc thép không gỉ được sản xuất bằng phương pháp đúc khuôn mẫu , mang lại hình dạng phức tạp và bề mặt hoàn thiện tuyệt vời, rất phù hợp cho các phần cứng phức tạp và máy móc có độ chính xác cao.
Kẽm
Kẽm nổi bật nhờ điểm nóng chảy thấp , quy trình gia công tiết kiệm năng lượng và khả năng tạo ra các chi tiết có độ tinh xảo cao với chi phí tương đối thấp. Đây là kim loại được ưa chuộng trong phương pháp đúc khuôn buồng nóng , giúp tăng tuổi thọ khuôn và cho phép sản xuất nhanh chóng, với số lượng lớn các chi tiết nhỏ, phức tạp. Các sản phẩm đúc bằng kẽm được sử dụng phổ biến trong các bộ phận ô tô, vỏ thiết bị điện, hàng tiêu dùng và phần cứng nhờ các đặc tính cơ học và độ chính xác về kích thước. So với khuôn nhôm và magie, khuôn đúc kẽm có tuổi thọ cao hơn, khiến kẽm trở thành lựa chọn tiết kiệm chi phí cho sản xuất hàng loạt, nơi tính nhất quán và hiệu quả là yếu tố quan trọng.
Quá trình đúc
Mặc dù đã tích hợp các công nghệ tiên tiến như tự động hóa, mô hình 3D và gia công CNC , phương pháp cốt lõi của đúc kim loại — rót kim loại nóng chảy vào khuôn — về cơ bản vẫn không thay đổi so với thời cổ đại. Tuy nhiên, các quy trình đúc hiện đại đã đạt được độ chính xác chưa từng có, dung sai chặt chẽ hơn và khả năng lặp lại cao hơn nhờ thiết kế hỗ trợ máy tính (CAD), robot và hệ thống kiểm soát chất lượng. Sự phát triển này đã biến quá trình đúc trở thành một quy trình chế tạo không thể thiếu đối với vô số ngành sản xuất .
Những đột phá quan trọng trong công nghệ đúc đã đẩy nhanh tốc độ sản xuất và cho phép sản xuất hiệu quả về chi phí các bộ phận phức tạp mà trước đây được coi là bất khả thi. Ngày nay, các linh kiện cho ngành ô tô, hàng không vũ trụ, năng lượng, thiết bị y tế và điện tử tiêu dùng đều dựa vào sự đổi mới trong công nghệ đúc. Việc tích hợp phần mềm mô phỏng và giám sát thời gian thực cũng giúp giảm thiểu lỗi và lãng phí, đảm bảo năng suất cao hơn cho mỗi lô sản phẩm.

Hầu như mọi sản phẩm kỹ thuật—từ động cơ xe và cánh quạt tuabin đến các thiết bị y tế chính xác và thiết bị gia dụng—đều sử dụng các bộ phận đúc. Các xưởng đúc tiên tiến ngày nay tận dụng robot và hệ thống điều khiển kỹ thuật số để đạt được độ chính xác về kích thước và tính lặp lại cần thiết cho sản xuất hàng loạt. Bước tiến lớn nhất trong những thập kỷ gần đây là khả năng dự đoán, đo lường và kiểm soát kết quả ở mọi bước của quy trình đúc, giảm thiểu sự xuất hiện của các khuyết tật đúc như rỗ khí, tạp chất và biến dạng.
Quá trình đúc kim loại bắt đầu bằng việc thiết kế khuôn mẫu , xác định hình dạng và đặc tính bề mặt của khuôn. Các công cụ kỹ thuật hỗ trợ bằng máy tính thường được sử dụng để mô phỏng quá trình điền đầy khuôn, đông đặc và làm nguội nhằm tối ưu hóa độ bền và giảm thiểu khuyết tật. Sau khi tạo khuôn mẫu , các nhà thiết kế sẽ tiến hành thiết kế các đường dẫn, cửa rót và ống dẫn để đảm bảo điền đầy khuôn hoàn toàn và thoát khí. Họ cũng tính đến các yếu tố như độ co ngót của kim loại, góc nghiêng và cơ chế tách khuôn để đảm bảo tính toàn vẹn cấu trúc của sản phẩm đúc.
Việc tạo lõi đóng vai trò quan trọng trong việc sản xuất các bộ phận có cấu trúc bên trong phức tạp, chẳng hạn như các đường dẫn hoặc khoang rỗng. Trong công nghiệp, lõi cát, lõi vỏ và lõi kim loại được lựa chọn dựa trên phương pháp đúc và yêu cầu của bộ phận cuối cùng. Các chi tiết chèn tạm thời này định hình không gian bên trong cho động cơ ô tô, thân van và bơm, cho phép thiết kế nhẹ và dòng chảy chất lỏng hiệu quả – những yếu tố quan trọng trong cả phương pháp đúc cát truyền thống, đúc khuôn và đúc chính xác bằng khuôn mẫu .
Chuẩn bị khuôn là một giai đoạn quan trọng khác, trong đó vật liệu làm khuôn đã chọn—có thể là cát, gốm hoặc kim loại—được nén hoặc tạo hình xung quanh mẫu. Sau khi lấy mẫu ra, khuôn được kiểm tra tỉ mỉ về độ đồng nhất, sau đó có thể được nung, phủ lớp hoặc gia cố để chịu được các ứng suất nhiệt và cơ học của kim loại nóng chảy. Đối với các bộ phận sản xuất hàng loạt, khuôn thép vĩnh cửu giúp tăng hiệu quả và tính nhất quán của sản phẩm.
Khi khuôn đã sẵn sàng, quá trình nấu chảy và rót kim loại được tiến hành. Các lò chuyên dụng cho từng loại kim loại—như lò cảm ứng cho thép, nồi nấu kim loại cho nhôm, hoặc lò giữ nhiệt cho magie—sẽ nấu chảy nguyên liệu thô đến nhiệt độ chính xác. Kim loại nóng chảy được chuyển và rót vào khuôn thông qua hệ thống ống dẫn, kênh dẫn và cửa rót , với các biện pháp kiểm soát môi trường được thiết lập để ngăn ngừa ô nhiễm và đảm bảo chất lượng luyện kim tối ưu. Sau khi đông đặc và nguội , khuôn được mở hoặc phá hủy để lấy sản phẩm đúc.
Cuối cùng, sản phẩm đúc hoàn thiện trải qua quá trình hoàn thiện bao gồm loại bỏ kim loại thừa, vật liệu dẫn liệu và vật liệu ống dẫn, cũng như làm sạch bề mặt, gia công, xử lý nhiệt hoặc phủ lớp. Các bước này tinh chỉnh sản phẩm để đáp ứng chính xác các thông số kỹ thuật của khách hàng, chứng nhận ngành và hình thức mong muốn. Các cuộc kiểm tra kiểm soát chất lượng —như phân tích tia X, kiểm tra siêu âm và xác minh kích thước—đảm bảo mỗi bộ phận đúc đều không có khuyết tật và sẵn sàng cho ứng dụng của nó, cho dù đó là ứng dụng kết cấu, trang trí hay chức năng.
Đúc nhôm
Mặc dù tất cả các loại kim loại đều có thể được tạo hình bằng phương pháp đúc – từ thép tôi cứng, gang dẻo và thép không gỉ đến đồng, kẽm và magie – nhưng đúc nhôm đã trở nên đặc biệt phổ biến trong nhiều ngành công nghiệp khác nhau nhờ tỷ lệ độ bền trên trọng lượng tuyệt vời, khả năng chống ăn mòn, dẫn nhiệt, dẫn điện và bề mặt hoàn thiện đẹp mắt của nhôm . Tính linh hoạt của nó khiến đúc nhôm trở thành lựa chọn ưu tiên cho các bộ phận vận tải, cấu trúc hàng không vũ trụ, điện tử và các yếu tố kiến trúc . Các xưởng đúc sử dụng một số quy trình đúc được điều chỉnh phù hợp với khối lượng sản xuất, độ phức tạp và đặc tính vật liệu khác nhau.
- Đúc khuôn sử dụng áp suất cao để ép nhôm nóng chảy vào khuôn thép được chế tạo chính xác. Quy trình này lý tưởng để sản xuất số lượng lớn các linh kiện nhôm có hình dạng phức tạp và dung sai chặt chẽ, yêu cầu tối thiểu công đoạn hoàn thiện hoặc gia công. Lợi ích chính bao gồm thời gian chu kỳ nhanh và chất lượng sản phẩm ổn định. Ví dụ: các bộ phận ô tô, vỏ thiết bị điện tử tiêu dùng và vỏ thiết bị gia dụng nhỏ.
- Đúc khuôn vĩnh cửu , hay đúc khuôn trọng lực, bao gồm việc rót nhôm nóng chảy vào khuôn thép có thể tái sử dụng. Quá trình này tạo ra các sản phẩm đúc có cấu trúc vi mô mịn, các đặc tính cơ học được cải thiện và độ xốp thấp. Việc sử dụng chất tách khuôn hoặc lớp phủ bảo vệ giúp kéo dài tuổi thọ khuôn và đảm bảo bề mặt nhẵn hơn. Các ứng dụng điển hình: các bộ phận thủy lực, phụ kiện hàng hải và bánh xe.
- Đúc khuôn cát cho nhôm bao gồm việc đặt khuôn mẫu vào trong cát, tạo ra các sản phẩm đúc có độ chi tiết cao, kích thước lớn và phức tạp với chi phí dụng cụ tương đối thấp. Kỹ thuật này rất linh hoạt và cho phép sản xuất theo yêu cầu với số lượng nhỏ các bộ phận có yêu cầu chuyên biệt. Nhược điểm là tốc độ chu kỳ chậm hơn và chi phí mỗi sản phẩm cao hơn so với đúc khuôn áp lực. Lý tưởng cho: khối động cơ, vỏ bơm công nghiệp và các nguyên mẫu tùy chỉnh.
Khi xem xét các dịch vụ đúc nhôm , kỹ sư và người mua nên đánh giá các yếu tố chính như ứng dụng dự định, dung sai yêu cầu, khối lượng sản xuất dự kiến và ngân sách. Việc lựa chọn đúng hợp kim nhôm và quy trình đúc đảm bảo hiệu suất tối ưu, tuổi thọ sản phẩm và tuân thủ các tiêu chuẩn ngành. Để biết thêm thông tin về việc lựa chọn quy trình đúc tốt nhất, hãy tham khảo ý kiến của một xưởng đúc hoặc nhà cung cấp dịch vụ đúc có kinh nghiệm.
Các loại quy trình đúc
Các kỹ thuật cơ bản từ thời cổ đại đã phát triển thành một loạt các phương pháp đúc chuyên biệt, mỗi phương pháp được thiết kế riêng cho các mục đích cụ thể. Các quy trình khác nhau này đều có thể tạo ra các bộ phận chất lượng cao, mang lại những lợi thế sản xuất riêng biệt. Hiểu rõ ưu điểm và nhược điểm của từng phương pháp là rất quan trọng để lựa chọn cách tiếp cận phù hợp với nhu cầu sản xuất cụ thể. Một số quy trình đúc phổ biến nhất bao gồm đúc cát, đúc khuôn, đúc mẫu và đúc thạch cao. Mặc dù các nguyên tắc cơ bản có vẻ tương tự nhau, nhưng cách thực hiện mỗi quy trình và chất lượng sản phẩm thu được lại khác nhau đáng kể.
Đúc khuôn
Đúc khuôn tạo ra các chi tiết hoặc thiết kế bằng cách bơm kim loại nóng chảy vào khuôn hoặc khuôn đúc dưới áp suất cao. Một phương pháp in ấn đã lỗi thời gọi là in chữ nổi (linotype) sử dụng phương pháp đúc khuôn để sản xuất các bản in cho các máy in lớn. Sự phát triển của nó đã thay thế hoặc bổ sung cho quy trình in ống đồng (gravure) trước đó. Với sự phát triển của máy tính, máy in chữ nổi đã biến mất, được thay thế bằng các phương pháp kỹ thuật hiệu quả hơn.
Đúc khuôn có thể được phân loại thành hai loại: buồng nguội và buồng nóng (còn được gọi là phương pháp piston hoặc cổ ngỗng). Hai phương pháp này khác nhau ở cách kim loại nóng chảy được bơm vào khuôn. Hiểu rõ sự khác biệt giữa các quy trình này là điều cần thiết để lựa chọn phương pháp sản xuất phù hợp dựa trên các yêu cầu thiết kế cụ thể của chi tiết.

Đúc khuôn buồng lạnh được sử dụng với các kim loại có điểm nóng chảy cao. Các vật liệu thường được sử dụng trong quy trình này là hợp kim kim loại như nhôm , đồng thau và đồng. Quy trình buồng lạnh yêu cầu sử dụng lò nung và gáo múc để rót kim loại nóng chảy. Có hai phương pháp đưa kim loại nóng chảy vào khuôn trong quy trình buồng lạnh – rót bằng gáo hoặc bằng pít tông áp suất cao. Đúc khuôn buồng lạnh yêu cầu áp suất cao hơn nhiều so với các phương pháp đúc khuôn khác nhưng chỉ mất vài phút để kim loại nóng chảy đông đặc. Ngoài ra, khuôn có thể có nhiều buồng, cho phép sản xuất nhiều chi tiết cùng một lúc.
Trong quy trình piston hoặc cổ ngỗng, piston được tháo ra, và khuôn được nhúng vào kim loại nóng chảy. Khi đã nhúng hoàn toàn và cổ ngỗng được lấp đầy, piston sẽ đẩy kim loại nóng chảy ra khỏi cổ ngỗng và vào khuôn. Quy trình này có chu kỳ nhanh, khoảng 15 phút, cho phép sản xuất các bộ phận nhanh chóng và hiệu quả. Tuy nhiên, nó chỉ giới hạn ở các kim loại có điểm nóng chảy thấp và không thể sử dụng với nhôm, vì nhôm có xu hướng dính vào thành khuôn.
Quá trình đúc khuôn bắt đầu bằng việc chế tạo hai phần của khuôn thép có thể tái sử dụng. Để tạo điều kiện thuận lợi cho việc lấy sản phẩm đúc ra và kiểm soát nhiệt độ, người ta sử dụng chất bôi trơn. Chất bôi trơn này giúp điều chỉnh nhiệt độ và dễ dàng tách khuôn. Sau khi hai phần khuôn được kẹp chặt với nhau, kim loại nóng chảy được bơm vào khuôn. Đúc khuôn có thể sản xuất các chi tiết phức tạp và tinh xảo cũng như các chi tiết đơn giản, nhưng chỉ giới hạn ở các kim loại không chứa sắt.
Khuôn đúc áp lực được chia thành bốn loại cơ bản: khuôn một khoang, khuôn nhiều khoang, khuôn kết hợp và khuôn đơn vị. Khuôn một khoang chỉ có một buồng, trong khi khuôn nhiều khoang có hai hoặc nhiều buồng, có thể giống nhau hoặc khác nhau tùy thuộc vào quy trình. Khuôn kết hợp là một tập hợp con của khuôn nhiều khoang với các khoang khác nhau. Mặt khác, khuôn đơn vị chứa nhiều khoang được nối với nhau bằng một đường dẫn phôi, cho phép sản xuất nhiều chi tiết trong một lần đúc.
Mặc dù chỉ giới hạn ở các kim loại màu, đúc khuôn có ưu điểm là tạo ra các chi tiết có kích thước chính xác và dung sai hình dạng tuyệt vời. Khả năng duy trì tính nhất quán về kích thước và thiết kế đồng nhất đã khiến nó trở thành lựa chọn phổ biến trong nhiều năm. Ngoài ra, các chi tiết đúc khuôn thường yêu cầu gia công tối thiểu sau khi đúc, tương tự như một số kỹ thuật đúc khác.
Nhược điểm chính của phương pháp đúc khuôn là chi phí cao, chủ yếu do việc chế tạo và gia công khuôn. Mặc dù thiết kế khuôn có thể được thực hiện bằng phần mềm máy tính, nhưng quy trình này dựa vào thép nóng chảy, điều này hạn chế việc thử nghiệm và tạo mẫu. Tuy nhiên, vì khuôn có thể được lưu trữ và tái sử dụng, nên đúc khuôn có hiệu quả về chi phí khi sản xuất số lượng lớn các bộ phận, giảm chi phí đầu tư ban đầu trên mỗi đơn vị. Phương pháp này không lý tưởng cho các bộ phận đơn lẻ, nguyên mẫu hoặc sản xuất số lượng nhỏ.
Các chi tiết đúc khuôn có những hạn chế về tính chất cơ học và nhìn chung không phù hợp để sử dụng làm các bộ phận kết cấu. Chúng thường được thiết kế để sử dụng ngay lập tức, chẳng hạn như khối động cơ, hơn là cho các ứng dụng đòi hỏi độ bền kết cấu cao.
Đúc khuôn trọng lực
Trong phương pháp đúc khuôn trọng lực, kim loại nóng chảy được rót trực tiếp vào khoang khuôn bằng gáo múc hoặc vật chứa tương tự. Nguyên tắc cốt lõi là dựa vào trọng lực để lấp đầy khoang khuôn. Quá trình này nhằm mục đích giảm thiểu sự nhiễu loạn trong quá trình rót để giảm quá trình oxy hóa và tạo bọt, từ đó giúp giảm thiểu độ rỗ và tạp chất, đảm bảo các đặc tính tối ưu trong sản phẩm cuối cùng.
Việc nghiêng khuôn trong quá trình đúc trọng lực giúp tạo ra các sản phẩm đúc đặc hơn, chất lượng cao hơn với độ bền và độ cứng tăng lên. Điều này làm cho quy trình đặc biệt có lợi cho việc sản xuất các bộ phận như hệ thống phanh và hệ thống treo. Đúc trọng lực rất phù hợp cho sản xuất hàng loạt lớn và sản xuất tự động.
Đúc khuôn áp lực
Đúc áp lực là quá trình bơm kim loại nóng chảy vào khuôn kín với tốc độ và áp suất cao. Khuôn gồm một nửa cố định và một nửa di động, cả hai đều được gắn trên bàn máy đúc. Kim loại nóng chảy được dẫn vào phần khuôn cố định thông qua một ống dẫn và được bơm vào bằng một piston thủy lực tạo ra áp suất cần thiết. Các chốt và hệ thống thủy lực duy trì độ kín của khuôn dưới áp suất. Trong vòng vài giây, kim loại nóng chảy đông đặc lại thành sản phẩm đúc hoàn chỉnh.
Đúc áp lực chủ yếu sử dụng các kim loại như nhôm, kẽm và magie. Phương pháp này có khả năng sản xuất số lượng lớn các sản phẩm hợp kim nhẹ với tốc độ và hiệu quả đáng kể. Sau khi đúc, các sản phẩm thường chỉ cần rất ít hoặc không cần thêm bất kỳ công đoạn hoàn thiện nào.
Đúc khuôn thu nhỏ
Đúc khuôn thu nhỏ được sử dụng để tạo ra các chi tiết nhỏ, tinh xảo và phức tạp bằng cách sử dụng khuôn và máy đúc khuôn chuyên dụng. Mặc dù quy trình tương tự như đúc khuôn tiêu chuẩn, nhưng nó có thời gian chu kỳ nhanh hơn, góp phần kéo dài tuổi thọ của các dụng cụ đúc khuôn. Ngoài việc giảm chi phí dụng cụ, đúc khuôn thu nhỏ còn mang lại độ chính xác vượt trội, đạt dung sai +/- 0,001 inch và độ dày thành 0,020 inch đối với các chi tiết nặng tới 0,75 lbs (0,34 kg).
Các bộ phận được sản xuất bằng phương pháp đúc khuôn thu nhỏ bao gồm các bộ điều khiển, phần cứng máy tính, linh kiện viễn thông và nhiều thiết bị điện tử khác. Tương tự như phương pháp đúc khuôn áp lực, các bộ phận đúc khuôn thu nhỏ thường yêu cầu rất ít hoặc không cần gia công hoàn thiện sau khi đúc.
Đúc khuôn nhôm
Nhôm là kim loại màu được sử dụng phổ biến nhất trong đúc. Nó tạo ra các bộ phận có độ bền cao, trọng lượng nhẹ trong khi vẫn giữ được các đặc tính và đặc điểm vốn có của nó. Các bộ phận đúc khuôn bằng nhôm cung cấp nhiều tùy chọn hoàn thiện bề mặt và có thể chịu được nhiệt độ hoạt động cao hơn so với các kim loại màu khác. Giống như đúc áp suất cao và đúc thu nhỏ, đúc nhôm có lợi thế về thời gian chu kỳ nhanh, cho phép sản xuất với số lượng lớn.
Đúc khuôn nhôm có ưu điểm vượt trội trong việc tạo ra các hình dạng phức tạp với các chi tiết tinh xảo, đạt được dung sai chính xác và bề mặt hoàn thiện cao cấp, thường loại bỏ nhu cầu gia công hoàn thiện bề mặt bổ sung. Quy trình này thường sử dụng các hợp kim nhôm, trong đó A380, 383, B390, A413, A360 và CC401 là phổ biến nhất. Việc lựa chọn hợp kim phụ thuộc vào ứng dụng dự định của chi tiết đúc, vì mỗi hợp kim đều có các đặc tính và đặc điểm cụ thể phù hợp với các mục đích sử dụng khác nhau.
Đúc cát
Đúc khuôn cát sử dụng khuôn cát để tạo hình và định hình các vật đúc. Đây là phương pháp sản xuất phổ biến để chế tạo các bộ phận kim loại với kích thước và trọng lượng khác nhau, và có thể tạo ra các bộ phận phức tạp, chi tiết bằng bất kỳ loại hợp kim kim loại nào. Mặc dù đúc khuôn cát là một phương pháp tiết kiệm chi phí và kinh tế, nhưng nó có khả năng sản xuất các bộ phận chất lượng cao một cách hiệu quả. Tất cả các vật liệu được sử dụng trong quy trình đều có thể tái sử dụng và tái chế, điều này góp phần làm giảm chi phí của nó.
Phương pháp đúc khuôn cát là một trong số ít các quy trình được sử dụng với các kim loại có điểm nóng chảy cao như một số loại thép, niken và titan . Tính linh hoạt, khả năng chịu nhiệt và chi phí thấp của phương pháp đúc khuôn cát đã khiến nó trở thành quy trình đúc được sử dụng rộng rãi nhất.
Các sản phẩm đúc được tạo ra bằng cách đổ kim loại nóng chảy vào khoang khuôn. Cát được sử dụng trong quá trình đúc có chứa các chất kết dính đặc biệt giúp tăng cường khả năng chịu nhiệt và giữ hình dạng. Theo truyền thống, cát xanh, một hỗn hợp gồm cát, than đá, đất sét bentonit và nước, là lựa chọn chính để tạo ra các sản phẩm đúc. Tuy nhiên, silica (SiO2) gần đây được sử dụng rộng rãi hơn do các đặc tính vượt trội của nó.
Ngoài chi phí thấp, đúc khuôn cát còn có một số đặc điểm khiến nó trở nên phổ biến. Khuôn cát giữ được hình dạng dưới tác động cơ học nhưng đủ thấm để thoát khí và hơi nước. Khi cát được phủ lên khuôn mẫu, nó có thể lấp đầy các chỗ lõm nhỏ để tạo ra một khuôn chính xác với các chi tiết nhỏ nhất. Mặc dù việc đúc các chi tiết lớn và nặng là một quá trình khó khăn, nhưng đúc khuôn cát dễ dàng thích ứng và điều chỉnh để sản xuất các chi tiết có kích thước bất kỳ và có thể đúc cả kim loại đen và kim loại màu .
Mặc dù phổ biến, phương pháp đúc khuôn cát vẫn có một số nhược điểm và hạn chế, bao gồm độ chính xác kích thước kém hơn và khó sản xuất các chi tiết có dung sai cao. Ngoài ra, các chi tiết được sản xuất bằng phương pháp đúc khuôn cát thường có bề mặt thô ráp.
Mặc dù có những nhược điểm này, đúc khuôn cát vẫn là một trong những phương pháp phổ biến và tiết kiệm chi phí nhất để sản xuất các bộ phận.
Gang đúc xám/Gang đúc xám
Đúc gang xám là quá trình rót sắt nóng chảy vào khuôn và để cho nó đông đặc lại. Là một trong những phương pháp đúc lâu đời nhất, đúc gang xám đã được sử dụng hàng thế kỷ để sản xuất nhiều loại vật dụng, bao gồm vũ khí, đồ dùng nấu ăn, dụng cụ và đồ dùng nhà bếp. Loại gang xám được đúc phụ thuộc vào các hợp kim được thêm vào sắt. Các yếu tố chính phân biệt giữa các loại gang xám bao gồm hàm lượng carbon mà chúng chứa, điều này ảnh hưởng đến nhiệt độ nóng chảy, khả năng hàn và khả năng gia công của chúng.
Đúc gang xám, hay còn gọi là gang đúc màu xám, sử dụng gang xám đã được nấu chảy, một hợp kim gồm sắt và carbon với một lượng nhỏ phốt pho, lưu huỳnh, silic và mangan. Vật liệu dùng trong đúc gang xám có cấu trúc vi mô graphit, đây là một chỉ báo về độ bền và khả năng chống va đập của các sản phẩm đúc gang.
Một quy trình phổ biến trong sản xuất các sản phẩm đúc gang xám là xử lý nhiệt để tăng cường các tính chất cơ học của sản phẩm. Các phương pháp xử lý này cải thiện khả năng dẫn nhiệt, độ bền, độ chắc chắn và khả năng gia công, đồng thời cũng ảnh hưởng đến tổng chi phí. Sau đó, các sản phẩm đúc gang xám thành phẩm sẽ trải qua nhiều quy trình hoàn thiện khác nhau để đạt được dung sai yêu cầu.
Các sản phẩm đúc gang xám được sử dụng trong nhiều ứng dụng khác nhau, bao gồm van, khối động cơ, tang trống phanh, vỏ bơm và dụng cụ nấu ăn. Các phương pháp sản xuất sản phẩm đúc gang xám bao gồm phương pháp đúc khuôn xốp, đúc khuôn đúc và đúc cát.
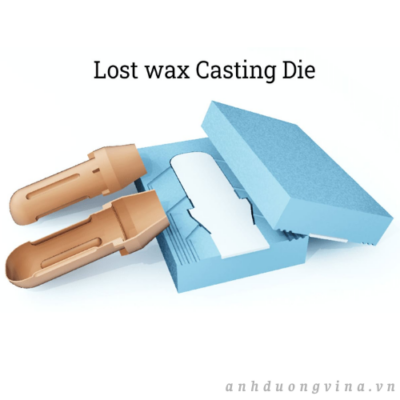
Đúc đầu tư
Đúc khuôn mẫu sử dụng một khuôn sáp được phủ một lớp vật liệu gốm, lớp gốm này sẽ cứng lại theo hình dạng của vật đúc. Sau khi gốm đông cứng, sáp được nung chảy và kim loại nóng chảy được đổ vào khoang rỗng. Khi kim loại đông đặc, vật đúc được đập vỡ để lấy phần kim loại ra. Còn được gọi là phương pháp đúc sáp thất truyền, đây là một phương pháp đã tồn tại hơn 5000 năm và có từ thời Ai Cập và Trung Quốc cổ đại.
Bước đầu tiên trong quy trình đúc khuôn mẫu là tạo ra một khuôn sáp, có thể làm từ nhựa nhưng thường được làm từ sáp . Khuôn có thể được đúc hoặc gia công với kích thước được tính toán và thiết kế cẩn thận để tránh co ngót. Vì quy trình này đòi hỏi các phép đo chính xác, nên có thể cần nhiều lần thử nghiệm để đạt được tỷ lệ phù hợp, điều này làm cho khuôn đúc khuôn mẫu trở nên đắt tiền.
Đúc khuôn đầu tư được sử dụng để sản xuất các chi tiết chính xác từ nhiều hợp kim hoặc kim loại khác nhau, bao gồm nhôm, thép không gỉ, thép carbon, đồng thau và đồng. Các chi tiết được sản xuất được sử dụng trong nhiều ngành công nghiệp, bao gồm thủy lực, dầu khí, thực phẩm và sữa, quân sự, vũ khí, hàng không vũ trụ và nông nghiệp.
Các chi tiết được sản xuất bằng phương pháp đúc khuôn mẫu mang lại dung sai kích thước tuyệt vời và độ chính xác cao, thường chỉ cần gia công hoặc hoàn thiện tối thiểu. Quy trình này có thể tạo ra các hình dạng phức tạp với thiết kế tinh xảo. Tương tự như đúc cát, đúc khuôn mẫu tạo ra lượng chất thải tối thiểu, vì vật liệu gốm được sử dụng có thể được tái chế. Ngoài ra, nó rất linh hoạt và có khả năng sản xuất các chi tiết từ nhiều loại hợp kim khác nhau.
Mặc dù đúc khuôn đầu tư là một quy trình tốn kém hơn so với đúc khuôn cát, chất lượng của các chi tiết mà nó tạo ra khiến việc sử dụng nó trở nên hấp dẫn. Các chi tiết có bề mặt hoàn thiện tuyệt vời và yêu cầu rất ít gia công hoặc hoàn thiện, điều này có thể bù đắp cho chi phí ban đầu cao hơn.
Đúc khuôn mẫu có thể được thực hiện bằng hai phương pháp: đúc trọng lực và đúc chân không. Trong phương pháp đúc trọng lực, kim loại nóng chảy chảy vào khuôn hoàn toàn nhờ lực hấp dẫn, không cần áp suất hoặc các cơ chế khác. Mặt khác, đúc chân không là một kỹ thuật chính xác được sử dụng cho các bộ phận như phụ tùng máy bay. Nó bao gồm việc hút kim loại nóng chảy vào khuôn dưới áp suất âm, đảm bảo độ chính xác và chất lượng cao hơn.
Đúc chân không khác với phương pháp đúc khuôn truyền thống ở chỗ nó sử dụng chân không để hút kim loại nóng chảy vào khuôn. Quá trình bắt đầu với một khuôn hai phần được đặt trong buồng chân không, nơi áp suất âm hút kim loại nóng chảy vào khuôn. Không giống như phương pháp đúc khuôn truyền thống cho phép phôi nguội trong khuôn cát, phương pháp đúc chân không làm đông đặc vật đúc trong lò nung.
Đúc khuôn vĩnh cửu
Như tên gọi cho thấy, đúc khuôn vĩnh cửu sử dụng khuôn có thể tái sử dụng, tương tự như đúc khuôn dập và đúc ly tâm, và có nhiều ứng dụng cho các công việc đòi hỏi sản xuất hàng loạt hoặc sao chép. Mặc dù đắt hơn các hình thức đúc khác, nhưng nó lý tưởng cho việc sản xuất các bộ phận cho các hoạt động công nghiệp lớn.
Trong phương pháp đúc khuôn vĩnh cửu, khuôn thường được làm bằng các kim loại có điểm nóng chảy cao, chẳng hạn như thép, than chì, đồng thau hoặc gang. Khuôn gồm hai phần khớp khít với nhau, có một lỗ ở phía trên để kim loại nóng chảy chảy vào. Sau khi kim loại nóng chảy nguội và đông cứng, hai phần của khuôn được tách ra để lấy sản phẩm hoàn thiện.
Quy trình đúc khuôn vĩnh cửu bắt đầu bằng việc nung nóng khuôn để loại bỏ hơi ẩm và ngăn ngừa hư hỏng do giãn nở nhiệt khi kim loại nóng chảy được đưa vào. Việc nung nóng trước khuôn cũng giúp duy trì nhiệt độ của kim loại nóng chảy, ngăn không cho nó nguội quá nhanh trong quá trình đúc.
Có nhiều phương pháp khác nhau để đưa kim loại nóng chảy vào khuôn, bao gồm phương pháp trọng lực, phương pháp hỗ trợ áp suất, phương pháp hỗ trợ chân không và phương pháp đúc hỗn hợp lỏng. Với phương pháp trọng lực, kim loại nóng chảy được đổ trực tiếp vào khuôn. Đây là phương pháp ít tốn kém nhất. Khi khuôn yêu cầu các chi tiết nhỏ, áp suất thấp được sử dụng để ép kim loại nóng chảy vào khuôn. Với phương pháp chân không, không khí được loại bỏ khỏi khuôn tạo ra chân không hút kim loại nóng chảy vào khuôn. Việc sử dụng áp suất thấp và chân không được áp dụng cho các bộ phận có không gian nhỏ và các chi tiết tinh xảo. Trong phương pháp đúc hỗn hợp lỏng, kim loại nóng chảy được đổ vào khuôn và để đông cứng trên bề mặt ngoài của khuôn. Khi vật liệu bề mặt đã đông cứng, phần kim loại nóng chảy còn lại ở giữa được đổ ra, tạo thành một vật đúc rỗng. Phương pháp đúc hỗn hợp lỏng được sử dụng để làm những chú thỏ Phục Sinh bằng sô cô la rỗng ruột.
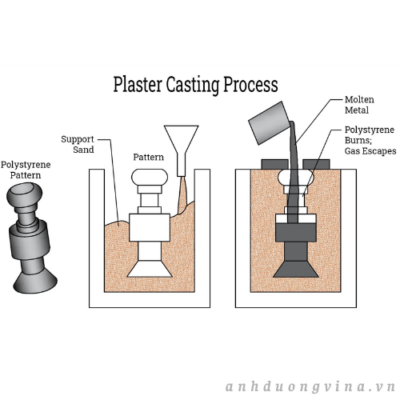
Đúc khuôn xốp
Trong quy trình đúc khuôn bằng bọt xốp, khuôn được làm từ bọt polystyrene, có thể được tạo hình từ một khối bọt hoặc được tạo ra thông qua phương pháp ép phun. Phương pháp này là một biến thể của phương pháp đúc khuôn mẫu, trong đó bọt thay thế sáp để tạo thành khuôn. Được giới thiệu vào năm 1958 bởi HF Shroyer, người đã được cấp bằng sáng chế về việc sử dụng polystyrene trong cát xanh để tạo hình mẫu bọt, phương pháp đúc khuôn bằng bọt xốp mang đến một cách tiếp cận sáng tạo để tạo ra các sản phẩm đúc phức tạp.
Quy trình đúc khuôn xốp mất mát sử dụng khuôn nhôm chia khoang để tạo ra mẫu xốp. Các mẫu xốp mất mát này khá giống với khuôn đúc áp lực vĩnh cửu và đòi hỏi trình độ chuyên môn và kinh nghiệm tương đương trong việc chế tạo khuôn. Khuôn nhôm được sử dụng trong đúc khuôn xốp mất mát có độ bền vượt trội, mang lại tuổi thọ cao.
Quy trình tạo khuôn mẫu cho phương pháp đúc khuôn bằng bọt xốp bao gồm việc tạo ra một khuôn mẫu bằng bọt xốp hoàn chỉnh với hệ thống dẫn liệu, thường được sản xuất bằng máy ép bọt xốp. Quy trình này cũng bao gồm việc thêm các ống dẫn và cổng dẫn liệu. Độ chính xác trong việc tạo khuôn mẫu là rất quan trọng đối với chất lượng và giá trị của sản phẩm đúc cuối cùng, đòi hỏi sự chú ý tỉ mỉ đến từng chi tiết. Khuôn mẫu có thể được tạo hình bằng khuôn kín hoặc được định hình từ một khối polystyrene đặc.
Từ khuôn mẫu bọt bị mất, có thể sản xuất một hoặc nhiều chi tiết. Hệ thống dẫn liệu và khuôn mẫu được gọi chung là một cụm, cần được phủ một lớp vật liệu chịu nhiệt gốm thấm khí. Quá trình phủ lớp này có thể được thực hiện bằng cách nhúng, quét, phun hoặc phủ chảy. Mục đích chính của lớp phủ là tạo ra một lớp chắn giữa bề mặt bọt và cát xung quanh. Ngoài ra, lớp phủ còn điều chỉnh độ thấm và cho phép khí từ bọt bay hơi thoát ra ngoài vào cát.
Khối vật liệu được để khô và cứng lại trước khi được đặt vào khuôn đúc chứa đầy cát rời, không kết dính. Để tạo ra một lớp bịt kín chặt chẽ xung quanh khuôn mẫu, khuôn, cát và khuôn mẫu được rung lắc, tạo hình dạng và hoa văn in sâu vào cát. Một loại cát đặc biệt được gọi là cát xanh được sử dụng trong quy trình đúc khuôn bọt. Hỗn hợp này bao gồm cát, đất sét, bùn, than đá và nước. Nó được gọi là cát xanh không phải vì màu sắc mà vì nó vẫn chưa đông cứng và dẻo.
Sau khi cát được nén chặt và khuôn mẫu được bao bọc chắc chắn, kim loại nóng chảy được đổ vào phần trên của hệ thống dẫn kim loại. Khi kim loại nóng chảy lấp đầy khuôn, nó làm cho khuôn mẫu bằng xốp polystyrene bốc hơi. Lượng kim loại nóng chảy được tính toán và đo lường cẩn thận trước khi đổ. Các lỗ thông hơi ở hai bên khuôn cho phép hơi từ xốp thoát ra ngoài, đảm bảo sản phẩm đúc sạch.
Quá trình đông đặc của vật đúc thay đổi tùy thuộc vào loại kim loại được sử dụng. Quá trình làm nguội bắt đầu ngay sau khi rót và có thể mất vài phút. Khi nhiệt độ giảm, kim loại nóng chảy bắt đầu tạo thành các tinh thể gần thành khuôn cát, quá trình này tiếp tục cho đến khi toàn bộ vật đúc đông đặc hoàn toàn.
Sau khi vật đúc đã đủ cứng, nó được lấy ra khỏi khuôn cát. Cát thường được rũ bỏ hoặc lấy ra khỏi khuôn. Sau khi loại bỏ cát, hệ thống dẫn liệu được tháo dỡ, để lại các chi tiết hoàn thiện.
Chi tiết đã được định hình hoàn chỉnh giờ đây đã sẵn sàng cho các công đoạn xử lý sau đó nhằm hoàn thiện và nâng cao chất lượng sản phẩm đúc. Các công đoạn xử lý này bao gồm loại bỏ các phần thừa như cuống rót, ống dẫn và đường dẫn, cũng như phun cát hoặc mài bề mặt kim loại để đạt được độ nhẵn, dung sai và hình dạng mong muốn. Ngoài ra, một loạt các quy trình gia công cơ khí cũng có thể được sử dụng để tinh chỉnh thêm chi tiết cuối cùng.

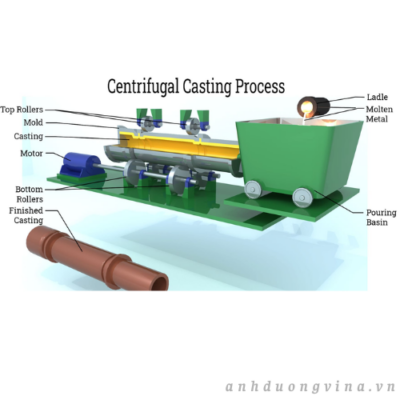
Đúc ly tâm
Đúc ly tâm , còn được gọi là quy trình deLavaud, sử dụng khuôn quay để sản xuất các đoạn ống bằng cách tận dụng lực G tạo ra bởi sự quay nhanh của khuôn. Khái niệm này được phát minh bởi kỹ sư người Pháp Dimitri Sensaud deLavaud như một phương pháp hiệu quả hơn để sản xuất ống sắt.
Quá trình ly tâm bao gồm một khuôn thép quay được bao bọc trong một lớp vỏ nước hoặc phun nước. Kim loại nóng chảy được bơm vào vật đúc bằng một cái gáo qua một máng, máng này di chuyển trên một giá đỡ hoặc bệ đỡ. Khi kim loại nóng chảy đi vào vật đúc, nó kéo dài hết chiều dài của khuôn. Kim loại nóng chảy được múc vào một ống hình chuông, từ đó nó đi vào vật đúc và tiếp tục đi vào khuôn cho đến khi đầy đến tận đầu vòi. Chuyển động ly tâm đẩy sắt vào thành khuôn, nơi nó đông đặc thành một ống liền mạch . Các mối nối được tạo ra bởi một lõi cát phủ nhựa có kích thước phù hợp với khuôn, ngăn không cho kim loại nóng chảy thoát ra ngoài.
Để tăng độ bám dính của khuôn, người ta sử dụng phương pháp bắn bi để cải thiện ma sát bề mặt và kéo dài tuổi thọ của khuôn. Ngoài ra, việc bắn bi giúp các sản phẩm phun bám dính vào thành khuôn, giúp việc lấy sản phẩm đúc ra hiệu quả hơn. Trong quá trình đúc, khuôn có thể quay theo chiều dọc hoặc chiều ngang tùy thuộc vào hình dạng của chi tiết cần sản xuất, trong đó các chi tiết dạng vòng và hình trụ được tạo hình theo chiều dọc, còn các chi tiết dạng ống được tạo hình theo chiều ngang.
Lực ly tâm trong quá trình này đẩy các vật liệu có mật độ thấp hơn như tạp chất và “chất nổi” ra ngoài. Quá trình đông đặc diễn ra dưới áp lực của lực quay, tạo ra sản phẩm không có khuyết tật, không có lỗ rỗng hay bọt khí.
Ngoài ống dẫn, phương pháp đúc ly tâm còn được sử dụng để sản xuất bánh đà, ống lót xi lanh và các bộ phận đối xứng trục. Chất lượng cao đạt được đối với ống lót xi lanh và van trượt thông qua phương pháp đúc ly tâm là điều mà các phương pháp đúc khác không thể sánh kịp.
Đúc áp lực, một dạng đúc ly tâm, được sử dụng cho các chi tiết bất đối xứng không thể quay quanh trục của chúng. Phương pháp này nhanh chóng và tiết kiệm chi phí cho việc sản xuất số lượng lớn các chi tiết có dung sai chặt chẽ. Hợp kim kim loại nóng chảy được bơm vào khuôn thép dưới áp suất cao và đông đặc gần như ngay lập tức để được lấy ra. Phương pháp này có thể được sử dụng cho các vòng răng lớn và các chi tiết tương tự khác.
Đúc thạch cao
Đúc thạch cao là một quy trình được sử dụng để sản xuất các chi tiết hợp kim kim loại màu với bề mặt nhẵn mịn, đồng đều. Phương pháp này lý tưởng để sản xuất các chi tiết chính xác, chi tiết với độ chính xác kích thước cao. Thông thường, khuôn mẫu để đúc được thiết kế bằng phần mềm CAD hoặc phần mềm tương tự, có tính đến sự co ngót.
Quá trình làm khuôn bắt đầu bằng hỗn hợp thạch cao gồm thạch cao hoặc canxi sunfat, kết hợp với bột talc, amiăng, cát, natri silicat và nước. Hỗn hợp này tạo thành một dạng sệt được phun lên mẫu, đã được xử lý bằng chất chống dính để ngăn thạch cao bám dính. Khuôn được hình thành trong vài phút, được tách khỏi mẫu và để khô. Sau khi khô, lõi và khuôn được lắp ráp, và kim loại nóng chảy được đổ vào. Cũng giống như phương pháp đúc khuôn mẫu, khuôn được phá vỡ sau khi kim loại nguội và cứng lại để lấy sản phẩm hoàn thiện.
Phương pháp đúc thạch cao có những hạn chế nhất định vì quy trình phức tạp và tốn thời gian, làm tăng chi phí. Phương pháp này thành công nhất với các vật liệu có điểm nóng chảy thấp như nhôm, đồng, magie hoặc kẽm. Vì việc tạo khuôn diễn ra nhanh chóng, đây là một phương pháp tuyệt vời để sử dụng bản vẽ CAD để tạo ra nguyên mẫu.
Sản phẩm cuối cùng được sản xuất bằng phương pháp đúc thạch cao có bề mặt nhẵn mịn, đều màu với độ chi tiết vượt trội. Không giống như các phương pháp đúc khác, quy trình này sao chép chính xác các chi tiết phức tạp, ngay cả ở những bộ phận có thành mỏng. Ngoài ra, đúc thạch cao có thể xử lý các bộ phận lớn làm từ kim loại màu có điểm nóng chảy thấp, tương tự như đúc cát.
Đúc chân không
Đúc chân không, còn được gọi là đúc urethane hoặc polyurethane, khác với đúc khuôn vĩnh cửu và đúc khuôn áp lực ở chỗ sử dụng khuôn silicon để sản xuất các bộ phận bằng nhựa và cao su. Quá trình bắt đầu bằng việc tạo khuôn silicon bằng kỹ thuật mô hình hóa 3D, tiếp theo là quy trình ép phun truyền thống. Khuôn mẫu được trang bị lõi, chi tiết chèn và cửa rót trước khi được đặt vào hộp đúc. Sau đó, các ống dẫn được thêm vào để cho phép không khí thoát ra khỏi khuôn.
Trong quy trình đúc chân không, silicone được đổ lên khuôn mẫu chính dưới áp suất để đảm bảo nó bao phủ và giữ lại mọi chi tiết một cách triệt để. Khuôn silicone sau đó được làm cứng ở 40°C (104°F) trong 8 đến 16 giờ, tùy thuộc vào kích thước của nó. Sau khi quá trình làm cứng hoàn tất, hộp đúc và các ống dẫn được tháo ra, để lại một khuôn silicone chính xác sẵn sàng cho việc đúc.
Sau khi đông cứng, khuôn được cắt theo hình lượn sóng để lộ phần khoang âm của chi tiết. Hình lượn sóng này giúp đảm bảo sự thẳng hàng chính xác của hai nửa khuôn trong quá trình sản xuất. Sau đó, nhựa để làm chi tiết được chuẩn bị và trộn theo tỷ lệ chính xác, có thể bao gồm cả màu sắc, và được cho vào tô rót. Để loại bỏ bọt khí và đảm bảo dòng chảy trơn tru, hỗn hợp nhựa được đổ vào khuôn dưới chân không, giúp tạo ra sản phẩm đúc không có bọt khí và giảm sức cản đối với dòng chảy của nhựa.
Sau khi đổ nhựa, khuôn được đặt trong buồng gia nhiệt để làm cứng. Khi quá trình làm cứng hoàn tất, sản phẩm được lấy ra khỏi khuôn. Sản phẩm hoàn thiện trải qua các bước hoàn thiện bổ sung, bao gồm cắt bỏ các phần thừa và phần nhô ra, cũng như xử lý mọi khuyết điểm hoặc bề mặt thô ráp để đạt được chất lượng cuối cùng mong muốn.
Đúc chân không lý tưởng cho việc sản xuất các lô nhỏ linh kiện chất lượng cao, phù hợp cho việc tạo mẫu thử và sản xuất số lượng nhỏ. Phương pháp này cung cấp nhiều loại nhựa khác nhau để đáp ứng các nhu cầu ứng dụng đa dạng, bao gồm các loại trong suốt, dẻo, chống cháy và có màu. Các loại nhựa có thể dễ dàng thay đổi mà không cần thay đổi khuôn mẫu, cho phép linh hoạt trong việc thử nghiệm các vật liệu khác nhau để tìm ra loại phù hợp nhất cho các ứng dụng cụ thể.
Đúc ép
Đúc ép kết hợp các quy trình đúc và rèn, trong đó kim loại nóng chảy đông đặc dưới áp suất bên trong khuôn kín được đặt giữa các tấm của máy ép thủy lực. Trong phương pháp đúc ép trực tiếp, kim loại nóng chảy được rót vào một nửa khuôn đã được làm nóng trước, sau đó nửa trên được đóng lại, ép kim loại lấp đầy khuôn. Trong quá trình đông đặc, áp suất từ 70 MPa đến 140 MPa hoặc hơn được tác dụng bằng máy ép thủy lực. Phương pháp đúc ép gián tiếp bao gồm việc bơm kim loại lỏng vào máy đúc ép gián tiếp thông qua ống dẫn và sau đó vào buồng khuôn thông qua cửa rót.
Khi kim loại nóng chảy bắt đầu đông đặc, nửa trên của khuôn được ép xuống nửa dưới với lực tăng dần cho đến khi vật đúc đông cứng hoàn toàn. Việc tạo áp suất này đảm bảo kim loại nóng chảy được phân bố đều, ngăn ngừa các khuyết tật như tách rời hoặc vỡ trong chi tiết kim loại. Sau khi quá trình đông đặc hoàn tất, pít tông máy ép thủy lực rút lại và vật đúc được đẩy ra. Áp suất được áp dụng bởi máy ép thủy lực trong quá trình đúc ép thấp hơn đáng kể so với áp suất được sử dụng trong quá trình rèn, dẫn đến tính đồng nhất tốt hơn của cấu trúc kim loại và các đặc tính cơ học được nâng cao.
Đúc liên tục
Đúc liên tục bao gồm việc rót kim loại nóng chảy vào khuôn, làm cho nó đông đặc nhanh chóng, tạo ra cấu trúc hạt mịn, đồng nhất và các đặc tính vật lý tuyệt vời. Trong quy trình này, kim loại nóng chảy được liên tục cấp từ lò cảm ứng vào khuôn thông qua một loạt các lỗ ở phía trên. Khuôn được bao quanh bởi một lớp vỏ làm mát bằng nước, giúp tăng tốc độ đông đặc của kim loại. Ngoài ra, kim loại nóng chảy phía trên khuôn đóng vai trò như một ống dẫn, duy trì mức độ đầy trong khuôn và ngăn ngừa sự co ngót.
Sau khi kim loại nóng chảy đông đặc, nó được đẩy ra khỏi đáy khuôn bằng một thiết bị cơ khí. Dòng chảy của kim loại được kiểm soát chính xác cho đến khi đạt đến chiều dài mong muốn, tại điểm đó nó được cắt bằng cưa. Sự kết hợp giữa nhiệt độ đúc thấp, khuôn được làm lạnh và quá trình đông đặc có định hướng tạo ra các sản phẩm đúc có cấu trúc hạt mịn đồng nhất và mật độ cao.
Đúc liên tục có thể được thực hiện bằng hai phương pháp chính: ngang và dọc. Trong phương pháp ngang, thiết bị hoạt động trên một mặt phẳng ngang duy nhất, sử dụng trọng lực để tạo ra các ống rỗng. Cả hai phương pháp đều có thể tạo ra nhiều hình dạng khác nhau, bao gồm hình chữ nhật, hình lục giác, hình vuông và hình răng cưa. Đúc liên tục đặc biệt phù hợp để sản xuất các dạng ống dài và có đường kính trong nhỏ, điều mà các kỹ thuật đúc khác khó thực hiện. Ưu điểm chính của đúc liên tục là khả năng sản xuất các hình dạng ống dài, đồng nhất một cách hiệu quả.
Đúc khuôn vỏ hoặc đúc khuôn
Đúc vỏ tương tự như đúc cát nhưng khác ở chỗ nó sử dụng một lớp vỏ cát cứng để tạo thành khoang khuôn dựa trên hình dạng của chi tiết. Trong quy trình này, cát mịn được trộn với nhựa và xử lý nhiệt để tạo thành một lớp vỏ bao quanh khuôn kim loại. Hỗn hợp cát-nhựa được đổ vào khuôn đã được nung nóng, đạt nhiệt độ từ 204°C đến 371°C (400°F đến 700°F), làm kích hoạt nhựa. Khi hỗn hợp cát tiếp xúc với khuôn, nó tạo thành một lớp vỏ rắn chắc trên bề mặt bên trong, hình thành nên khuôn.
Khuôn trong phương pháp đúc vỏ thường là một hình dạng kim loại định hình vỏ khuôn xung quanh chi tiết cần đúc. Không giống như các mẫu có thể tái sử dụng, khuôn đã đúc là loại dùng một lần, tương tự như khuôn đúc cát. Phương pháp đúc vỏ có thể sử dụng cho cả kim loại đen và kim loại màu, bao gồm gang, thép hợp kim, thép không gỉ, hợp kim nhôm và hợp kim đồng. Các chi tiết thường được sản xuất bằng phương pháp đúc vỏ bao gồm vỏ hộp số, đầu xi lanh, thanh truyền và cần gạt. Các mẫu được sử dụng trong phương pháp đúc vỏ thường được làm từ các kim loại khác nhau, trong đó thép và sắt là những lựa chọn phổ biến nhất. Tuy nhiên, nhôm cũng có thể được sử dụng cho sản xuất số lượng nhỏ hoặc đúc bằng than chì.
Năm loại máy đúc hàng đầu
Công ty TNHH Waupaca Foundry
Công ty Waupaca Foundry chuyên sản xuất các sản phẩm đúc gang dẻo và gang xám bằng các phương pháp công nghệ tiên tiến. Phục vụ các thị trường hàng đầu trong lĩnh vực ô tô, nông nghiệp, xây dựng và công nghiệp, công ty cam kết giảm thiểu tác động đến môi trường và nâng cao hiệu quả hoạt động. Đặc biệt, Waupaca đã tăng hiệu quả sử dụng năng lượng lên hơn 13% thông qua dự án tối ưu hóa khí nén.
Công ty Shibaura Machine của Mỹ
Shibaura là nhà cung cấp hàng đầu các máy đúc khuôn áp lực cao (HPDC), cung cấp nhiều loại thiết bị để đúc nhôm và magie, bao gồm máy áp lực cao, buồng lạnh và máy bán rắn với công suất từ 1.350 kN đến 35.000 kN. Dòng máy đúc khuôn toàn diện của họ có các mẫu với kích thước nhỏ, trung bình và lớn, cũng như dòng E, tích hợp tốc độ của động cơ servo điện với kẹp ba tấm kiểu cần gạt.
Công ty Máy móc Birch (BMC)
BMC chuyên sản xuất máy đúc khuôn nhôm và kẽm, cũng như máy ép định hình. Bên cạnh sản xuất, công ty còn cung cấp dịch vụ sửa chữa và tân trang máy đúc khuôn, máy ép phun, máy thổi khuôn và máy ép định hình. BMC cung cấp đầy đủ các loại máy buồng nóng và buồng lạnh, nổi tiếng về độ tin cậy vượt trội và chi phí bảo trì thấp. Hệ thống bơm kép của công ty đảm bảo lưu lượng và áp suất cao liên tục cho các hoạt động vận hành khuôn.
Công ty TNHH RDO Induction
RDO chuyên sản xuất máy đúc cảm ứng chân không và máy gia nhiệt cảm ứng để đúc mẫu thử. Hệ thống đúc CS của họ được thiết kế cho cả sản xuất số lượng lớn các chi tiết nhỏ và số lượng nhỏ các chi tiết lớn. Hệ thống SuperCast Pro, được sử dụng bởi các xưởng đúc, các nhà tái chế kim loại và các nhà sản xuất đúc lớn, đóng vai trò là giải pháp đúc đầu tư tiên tiến, cung cấp các khả năng tương tự như các hệ thống đúc quay truyền thống. Các mẫu CS1, CS2 và CS3 của RDO rất linh hoạt, phù hợp với nhiều loại kim loại và hợp kim khác nhau.
Rượu vang
Gesswein sản xuất máy đúc chân không áp suất cao, gia nhiệt bằng cảm ứng, được thiết kế để tạo ra các sản phẩm đúc đặc chắc. Dòng sản phẩm của họ bao gồm Galloni G1, Galloni G3, Galloni Heavy Duty và Galloni Pressovac Dual Touch. Máy đúc năng suất cao của Gesswein đúc hiệu quả bạch kim, vàng, bạc và thép, đạt thời gian chu kỳ từ 3 đến 4 phút đối với vàng và bạch kim. Các sản phẩm đúc từ máy đúc chân không của Gesswein có bề mặt cực kỳ nhẵn mịn và cấu trúc phân tử đặc chắc.
So sánh giữa vật đúc khuôn nhôm và kẽm.
Ngành công nghiệp đúc khuôn sử dụng hợp kim nhôm và kẽm do tính dễ uốn và dễ đúc thành nhiều hình dạng và cấu hình khác nhau. Bước đầu tiên trong quy trình đúc khuôn là lựa chọn kim loại phù hợp cho chi tiết cần đúc. Khía cạnh này của quy trình rất quan trọng trong việc lựa chọn loại vật liệu đáp ứng mục đích, yêu cầu và thiết kế của chi tiết, cũng như đảm bảo tối ưu hóa và sử dụng hiệu quả.
Vì nhôm và kẽm là hai kim loại được sử dụng rộng rãi nhất trong đúc khuôn, việc hiểu rõ sự khác biệt giữa chúng rất quan trọng để lựa chọn đúng kim loại cho một linh kiện hoặc chi tiết. Mặc dù kẽm và nhôm dễ nóng chảy, dễ bơm và dễ tạo hình, nhưng chúng có những đặc tính và tính chất rất khác nhau, quyết định tính khả thi của chúng.
Kẽm và nhôm là gì?
Những đặc tính độc đáo của kẽm và nhôm đã dẫn đến việc chúng được sử dụng rộng rãi trong đúc khuôn. Chúng dễ tạo hình và tiết kiệm chi phí. Hợp kim kẽm chứa kẽm được pha trộn với nhôm, magie, đồng, cadmi, chì, titan và các hợp kim nhiệt độ thấp khác. Tính lưu động của kẽm cho phép nó tạo ra các sản phẩm rất nhỏ, tinh xảo với độ chính xác và chi tiết vượt trội.
Ở dạng lỏng, kẽm có nhiệt độ thấp hơn nhôm 204,4°C (400°F), một yếu tố ảnh hưởng đến tuổi thọ và hiệu quả sử dụng của khuôn đúc. Không giống như nhôm, kẽm không phản ứng hóa học với khuôn đúc, điều này giúp kéo dài tuổi thọ của khuôn đúc gấp 3 đến 4 lần so với khuôn đúc nhôm.
Kẽm có thể được đúc bằng quy trình buồng nóng, giúp tăng tốc độ đúc khuôn. Không giống như đúc khuôn buồng lạnh, máy buồng nóng có buồng hoặc ống dẫn hình cổ ngỗng được nhúng trong lò chứa đầy kẽm. Nếu sử dụng quy trình tương tự với nhôm, ống dẫn hình cổ ngỗng sẽ bị chảy do nhiệt độ tăng cao.
- Kẽm là vật liệu lý tưởng cho quá trình đúc. Nó cho phép sản xuất các chi tiết thành mỏng phức tạp với bề mặt nhẵn mịn.
- Các phương pháp xử lý bề mặt khác nhau được sử dụng trên các bộ phận bằng kẽm bao gồm mạ điện, phun, sơn, đánh bóng và mài.
- Những đặc tính khiến kẽm trở nên lý tưởng cho quá trình đúc khuôn là khả năng không hấp thụ sắt, khả năng chống ăn mòn cao và việc nó không bám dính vào khuôn hoặc phản ứng với kim loại trong khuôn.
- Một trong những đặc tính cơ học chính của kẽm là khả năng chống mài mòn ở nhiệt độ môi trường.
- Việc đúc kẽm trở nên dễ dàng là do điểm nóng chảy của nó là 385°C (725°F), cho phép kẽm được đúc và tạo hình với rất ít nỗ lực.
Nhôm có nhiều loại với hàm lượng khác nhau, từ 99% đến 95%. Sự khác biệt giữa các loại nằm ở các hợp kim được pha trộn với nhôm. Các hợp kim nhôm phổ biến bao gồm đồng, silic, magie, kẽm và magie, trong khi các hợp kim thứ cấp là niken, sắt, titan, crom và liti. Mặc dù nhôm có mật độ thấp hơn thép, nhưng nó có tỷ lệ độ bền trên trọng lượng vượt trội, với một số hợp kim nhôm còn bền hơn cả thép.
- Một trong những lý do chính khiến hợp kim nhôm được sử dụng rộng rãi trong sản xuất là trọng lượng nhẹ của nó, điều này làm cho nó trở nên lý tưởng cho ngành sản xuất ô tô và hàng không vũ trụ.
- Theo tiêu chuẩn hiện đại, nhôm được đánh giá cao nhờ khả năng tái chế và tính thân thiện với môi trường.
- Độ dẫn nhiệt cao, thay đổi tùy theo từng loại, của nhôm khiến nó trở thành chất dẫn nhiệt tuyệt vời. Độ dẫn nhiệt của nhôm dao động từ 237 W/mK đối với nhôm nguyên chất đến 130 W/mK đối với các loại nhôm cao cấp.
- Trong môi trường nhiệt độ thấp, hợp kim nhôm vẫn giữ được độ bền và độ dẻo dai mà không bị giòn.
- Khi được xử lý nhiệt, nhôm sẽ tăng cường các tính chất cơ học, đặc tính vật lý và khả năng chống ăn mòn.
- Cũng như các yếu tố khác của nhôm, độ bền của nhôm thay đổi tùy thuộc vào hợp kim của nó. Các mác nhôm bắt đầu từ dòng 1000, có độ bền thấp nhất. Từ dòng 1000 trở lên, độ bền của nhôm tăng dần đến độ bền kéo 560 MPa.
Sự khác biệt
Ở dạng nguyên chất, kẽm và nhôm khá khác nhau. Kẽm nguyên chất, không pha hợp kim, cứng hơn nhôm nguyên chất. Sự khác biệt này thay đổi sau khi hai kim loại được pha hợp kim, khiến nhôm trở nên cứng và bền hơn nhiều so với kẽm.
Độ cứng
Độ cứng của nhôm trên thang đo độ cứng Vickers là từ 15 đến 30 HV, trong khi độ cứng của kẽm là từ 30 đến 60 HV ở dạng tinh khiết. Trên thang đo Brinell và Rockwell C, kẽm và nhôm rất mềm so với thép.
Sức mạnh
Hợp kim nhôm có độ bền kéo và độ bền chảy cao hơn kẽm nguyên chất, trong đó một số hợp kim nhôm còn bền hơn nhiều so với hợp kim kẽm.
Ảnh hưởng của nhiệt độ
Ở nhiệt độ từ -10° đến -20°C (14° đến -4°F), kẽm trở nên giòn trong khi nhôm vẫn giữ được độ dẻo. Độ bền của cả hai kim loại đều thay đổi nhẹ khi thêm hợp kim.
Ứng dụng
Kẽm là kim loại được ưa chuộng trong đúc khuôn, phủ lớp và sản xuất vòng bi. Nó có độ cứng khi đúc cao hơn nhôm nguyên chất. Nhiều hợp kim nhôm có tỷ lệ độ bền trên trọng lượng rất cao và khả năng chống mỏi vượt trội.
Ứng dụng của đúc khuôn
Ba kim loại thường được sử dụng trong đúc khuôn là magie, kẽm và nhôm. Mỗi kim loại đều có những đặc tính tuyệt vời và lý tưởng cho quy trình đúc khuôn. Tuy nhiên, trong một số điều kiện, tình huống và ứng dụng nhất định, một trong những kim loại này sẽ là lựa chọn tốt hơn so với những kim loại còn lại.
- Kẽm – Kẽm thường được đúc khuôn cho các thiết kế có năng suất cao, đòi hỏi khả năng chịu ứng suất.
- Nhôm – Nhôm thường được sử dụng trong các ứng dụng liên quan đến nhiệt độ cao và đòi hỏi độ bền lâu dài.
Kẽm
Hợp kim kẽm được sử dụng trong đúc khuôn do giá thành thấp, độ bền và độ ổn định cao. Nó có khả năng dẫn điện và dẫn nhiệt vượt trội, đồng thời chống ăn mòn, đảm bảo các bộ phận sẽ có tuổi thọ cao. Kẽm dễ dàng đúc do nhiệt độ nóng chảy thấp.
Nhôm
Nhôm có tính kinh tế và đa dụng. Việc sử dụng rộng rãi nhôm là do khả năng chịu được nhiệt độ hoạt động cao. Nó đắt hơn kẽm nhưng có những lợi ích vượt trội so với chi phí. Những đặc điểm chính khiến nhôm trở nên phổ biến trong công nghiệp hiện đại là trọng lượng nhẹ, tỷ lệ độ bền trên trọng lượng cao và tuổi thọ sử dụng lâu dài.
Khả năng tái chế
Kẽm và nhôm là những kim loại có khả năng tái chế rất cao, trong đó nhôm giúp tiết kiệm 95% năng lượng cần thiết cho sản xuất mới. Việc tái chế kẽm khó khăn hơn do chứa nhiều tạp chất và cần các quy trình phức tạp. Khả năng tái chế của cả hai kim loại này giúp giảm đáng kể lượng tiêu thụ năng lượng so với các kim loại khác. Nhôm và kẽm tái chế được sử dụng để sản xuất các sản phẩm mới mà không làm mất đi các đặc tính vốn có của chúng.
Nhôm
Nhôm rất dễ tái chế, với khoảng 80% sản phẩm nhôm được làm từ nó. So với nhôm nguyên chất, nhôm tái chế chỉ cần 5% năng lượng cần thiết để nấu chảy, giúp giảm lượng khí thải và chi phí sản xuất. Hơn 75% lượng nhôm được chế biến từ nhôm nguyên chất vẫn đang được sử dụng hiện nay nhờ những nỗ lực tái chế đồng bộ.
Lượng nhôm tái chế (nhôm thứ cấp) được sản xuất nhiều gấp gần bốn lần so với nhôm nguyên chất. Nhôm tái chế chiếm 34% tổng nguồn cung nhôm mới. Chìa khóa thành công của việc tái chế nhôm nằm ở các nỗ lực thu gom, tập trung vào phế liệu hợp kim, phế liệu đúc, lon nước giải khát, phụ tùng ô tô và các sản phẩm nhôm đã qua sử dụng khác.
Trước khi được sử dụng trong sản xuất, nhôm tái chế hoặc nhôm thứ cấp trải qua quá trình xử lý sơ bộ bao gồm việc đóng kiện, xé nhỏ, nghiền nát, tẩy lớp sơn và khử từ. Quá trình tẩy lớp sơn loại bỏ lớp sơn trong khi khử từ loại bỏ các hạt sắt bám vào phế liệu nhôm. Ngoài ra, quá trình xử lý sơ bộ còn cải thiện mật độ kim loại và loại bỏ các chất gây ô nhiễm để làm cho quá trình nấu chảy hiệu quả hơn và tạo ra nhôm sạch hơn, không có cặn.
Sau khi chuẩn bị phế liệu nhôm, quy trình sản xuất tuân theo các bước tương tự như đối với nhôm nguyên chất. Nhôm được nấu chảy, xử lý và tinh chế trước khi được bơm vào khuôn. Bước duy nhất được thêm vào quy trình là việc đưa khí clo vào để loại bỏ bất kỳ tạp chất nào có thể còn sót lại sau các bước xử lý trước đó.
Việc sử dụng rộng rãi nhôm tái chế là do nó tiết kiệm năng lượng và thân thiện với môi trường. Việc sử dụng nhôm tái chế hỗ trợ các nỗ lực khử carbon trên toàn thế giới, với mục tiêu giảm đáng kể lượng khí thải nhà kính.
Kẽm
Khoảng 70% sản phẩm kẽm được sản xuất từ quặng kẽm khai thác, 30% còn lại được sản xuất từ kẽm tái chế hoặc kẽm thứ cấp. Việc tái chế kẽm là một phần quan trọng trong nỗ lực phát triển bền vững nhằm giảm thiểu tác động môi trường liên quan đến sản xuất kẽm. Giống như nhôm, kẽm có tỷ lệ tái chế cao, nhờ thu gom phế liệu kẽm từ chất thải công nghiệp, sản phẩm hết hạn sử dụng và phế phẩm sản xuất. Cũng như nhôm, phế liệu kẽm thu gom được nghiền nhỏ và phân loại trước khi nấu chảy để tái sử dụng.
Khác với nhôm, việc tái chế kẽm gặp phải nhiều thách thức do các tạp chất và nguyên tố hợp kim trong kẽm. Vấn đề đáng lo ngại trong quá trình tái chế nằm ở ảnh hưởng của các tạp chất đến chất lượng và tính chất của các sản phẩm được sản xuất từ kẽm tái chế. Sự hiện diện của tạp chất trong kẽm đòi hỏi phải sử dụng các phương pháp tinh chế tốn thời gian và chi phí cao.
Mặc dù việc thu gom nhôm có mạng lưới rộng khắp, nhưng việc tái chế kẽm lại gặp phải những vấn đề phức tạp về hậu cần và xử lý, tiêu tốn nhiều nguồn lực trong khi cơ sở hạ tầng lại hạn chế. Không giống như các phương pháp thu gom tái chế truyền thống, việc thu gom kẽm để tái chế không phải lúc nào cũng tạo ra kẽm chất lượng cao, đáng tin cậy và có thể tái sử dụng. Thêm vào đó, giá kẽm luôn biến động và nhu cầu của nó ảnh hưởng đến tính khả thi về kinh tế của bất kỳ nỗ lực tái chế nào, điều này khiến các nhà điều hành tái chế không muốn đầu tư vào việc tái chế kẽm. Việc xử lý không đúng cách trong quá trình tái chế có thể gây ra khí thải và chất thải nguy hại, tạo ra tác động và ô nhiễm môi trường.
Viện Công nghiệp Tái chế Phế liệu (ISRI) phân loại phế liệu kẽm thành các loại khác nhau dựa trên thành phần và nguồn gốc của kẽm. Các nguồn phế liệu kẽm phổ biến và đáng tin cậy nhất, được gọi là phế liệu kẽm mới, là các tấm, ống hoặc các sản phẩm dập khuôn. Phế liệu kẽm cũ bao gồm các vật liệu từ việc phá dỡ, cải tạo và các sản phẩm hết hạn sử dụng, bao gồm phế liệu thép mạ kẽm, các sản phẩm đúc khuôn kẽm và xỉ kẽm. Loại phế liệu kẽm đúc khuôn mạ mới bao gồm phế liệu kẽm đúc khuôn mạ sạch từ các hoạt động sản xuất.
Viện Nghiên cứu Công nghiệp Kẽm (ISRI) đưa ra các quy định liên quan đến các loại hợp kim kẽm tái chế đáp ứng các tiêu chuẩn hóa học của kẽm phù hợp cho quá trình tái chế. Phế liệu kẽm được phân loại và xử lý cẩn thận để tái chế, theo đúng yêu cầu của ISRI.
Bất chấp những khó khăn liên quan đến việc tái chế kẽm, các nhà sản xuất đã nỗ lực không ngừng để phát triển các phương pháp nhằm đơn giản hóa quy trình. Khó khăn trong việc tái chế kẽm nằm ở khâu tách nó ra khỏi thép mạ kẽm. Phương pháp tái chế được sử dụng rộng rãi nhất là nung bằng lò hồ quang điện (EAF), nung nóng phế liệu cho đến khi hàm lượng kẽm bay hơi và tách ra dưới dạng khí. Khi khí được xử lý và thu gom, kẽm phân hủy thành bụi, sau đó được xử lý trong lò Waelz, nơi bụi trở thành oxit kẽm được sử dụng để sản xuất kẽm kim loại.
Hiện nay, 40% lượng kẽm được sử dụng trong sản xuất đến từ các nguồn kẽm tái chế. Các nhà sản xuất hy vọng rằng với những tiến bộ công nghệ, việc tái chế kẽm sẽ trở nên khả thi hơn, làm tăng lượng kẽm tái chế và giảm tác động của sản xuất kẽm đến môi trường.
Nhôm và kẽm là những nguyên tố quan trọng trong sản xuất các sản phẩm của thế kỷ 21. Những điểm tương đồng và khác biệt giữa chúng cho phép chúng được cấu hình và tạo hình để đáp ứng yêu cầu của các ứng dụng khác nhau. Do các sản phẩm từ nhôm và kẽm được sử dụng rộng rãi, các nhà sản xuất, trong nỗ lực tuân thủ các mục tiêu bền vững và giảm tác động đến môi trường, liên tục tìm kiếm các phương pháp tái sử dụng các nguồn kim loại này mà không cần phải liên tục quay lại các nguồn khai thác ban đầu.
Phần kết luận
Hiểu rõ các phương pháp đúc khác nhau là điều vô cùng quan trọng để đưa ra quyết định về cách thức sản xuất một sản phẩm theo ý tưởng. Mỗi loại phương pháp đều có những ưu điểm riêng. Những yếu tố chính cần xem xét là chi phí sản xuất và số lượng sản phẩm cần sản xuất. Các nhà sản xuất sản phẩm đúc thường chuyên về một trong các phương pháp khác nhau. Có một số nhà sản xuất cung cấp nhiều phương pháp sản xuất khác nhau. Việc xem xét kỹ lưỡng năng lực của từng nhà sản xuất được liệt kê trong Danh bạ IQS có thể giúp lựa chọn công ty phù hợp cho dự án.