Ép nguội và tạo hình nguội: Các loại, công dụng và lợi ích
Giới thiệu
Bài viết này sẽ đi sâu vào phân tích về dập nguội và tạo hình nguội.
Bài viết sẽ cung cấp thêm thông tin chi tiết về các chủ đề như:
- Nguyên lý của quá trình dập nguội
- Các loại quy trình dập nguội hoặc tạo hình nguội
- Ứng dụng và ưu điểm của gia công nguội
- Và còn nhiều hơn thế nữa…
Hiểu những kiến thức cơ bản về gia công nguội
Trong chương này, chúng ta sẽ tìm hiểu về định nghĩa gia công nguội, các loại vật liệu được sử dụng và các phương pháp gia công khác nhau được áp dụng trong kỹ thuật sản xuất này.
Hiểu về tiêu đề lạnh
Ép đầu nguội, hay còn gọi là tạo hình nguội, là một kỹ thuật sản xuất trong đó dây kim loại được tạo hình thành các hình dạng cụ thể mà không cần nung nóng. Phương pháp này sử dụng búa, khuôn và đột tốc độ cao để liên tục tạo hình kim loại.

Quá trình tạo hình nguội bắt đầu bằng việc cắt một phôi từ dây hoặc cuộn dây, sau đó được gia công bằng máy dập nguội sử dụng một loạt búa và khuôn có lực mạnh. Quy trình này bao gồm việc tác dụng lực từ một mũi đột lên đầu phôi kim loại bên trong khuôn, yêu cầu lực này phải vượt quá giới hạn chảy của kim loại để kích hoạt sự biến dạng dẻo.

Được xem như một quy trình rèn không dùng nhiệt, dập nguội bao gồm các thao tác như cán phôi, đục lỗ, tạo đầu nhọn, cán ren , định cỡ và cắt gọt. Nó đóng vai trò then chốt trong việc chế tạo các phụ kiện và ốc vít ren bằng kim loại trong toàn ngành công nghiệp.
Là một kỹ thuật rèn nhanh, dập nguội cắt dây thép thành các đoạn có chiều dài chính xác ở nhiệt độ môi trường và dưới áp suất cụ thể. Dây thép đã cắt sau đó đi qua các giai đoạn khuôn và dụng cụ liên tiếp, biến đổi thành sản phẩm được chỉ định, cho phép thay đổi đường kính và chiều dài nguyên liệu đầu vào với các thao tác như đục lỗ và cắt tỉa, thực hiện các điều chỉnh vật liệu nhỏ trong một quy trình hiệu quả, liên tục.
Ban đầu được thiết kế để tạo ra các chi tiết lắp ghép đơn giản, công nghệ dập nguội đã phát triển thành một phương pháp tốc độ cao, tự động và đa trạm, cho phép sản xuất các chi tiết lắp ghép và linh kiện composite một cách hiệu quả về chi phí. Công nghệ dập nguội hiện đại có thể xử lý các kim loại cứng hơn như hợp kim chịu nhiệt cao và thép không gỉ .
Các công cụ và vật liệu trong gia công nguội
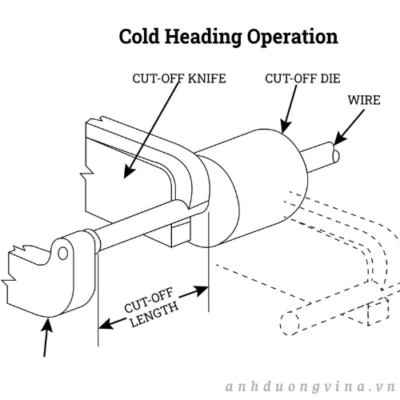
Máy cắt nguội sử dụng các phương pháp độc đáo để cắt và đo các đoạn dây cuộn. Kỹ thuật cấp liệu và cắt khác nhau tùy thuộc vào nhà sản xuất máy và sử dụng dao cắt để cắt dây ở một góc cụ thể. Quá trình này đòi hỏi một số bộ phận khác ngoài dao cắt.

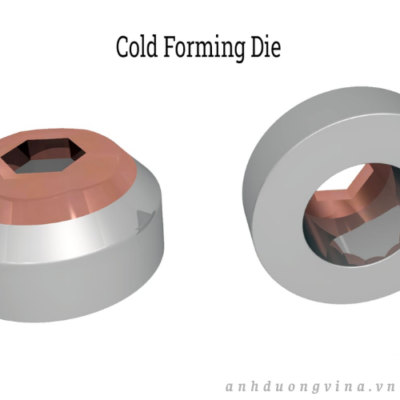
Khuôn dập nguội
Khuôn dập, lớn hơn chày dập, chịu tải trọng đáng kể và được đặt trên phần cố định của đầu dập nguội, thường bao gồm nhiều mảnh. Bộ khuôn dập bao gồm ba đến bốn đoạn tạo thành toàn bộ cụm làm việc. Các đoạn này chịu áp suất cao bên trong một hộp cong, được gọi là vỏ khuôn, giúp kéo dài tuổi thọ của khuôn dập qua nhiều chu kỳ.

Khuôn dập phải chịu áp lực hướng tâm cực lớn mỗi lần dập. Việc hỗ trợ đúng cách giúp tránh hư hỏng sớm, bằng cách ép chặt khuôn dập vào vỏ lớn hơn, vỏ này hấp thụ và phân tán áp lực, đảm bảo tuổi thọ của khuôn dập thông qua việc tái sử dụng trước khi cần thay thế.
Mỗi khuôn dập đều có một lỗ ở giữa để căn chỉnh chi tiết. Để chống lại hiện tượng đẩy chi tiết ra ngoài dưới áp suất cao, một dãy chốt đẩy ở phía sau khuôn dập giữ chi tiết lại ngay từ đầu hành trình, và nhả chi tiết ra sau khi quá trình tạo hình hoàn tất. Hệ thống chính xác này đảm bảo việc lấy chi tiết ra khỏi khuôn sau khi quá trình tạo hình hoàn tất.
Khuôn dập nguội
Các mũi đột, được gắn vào phần chuyển động của máy dập nguội, chịu áp lực thấp hơn so với khuôn dập và được bao bọc trong vỏ mũi đột mặc dù có kích thước nhỏ hơn, giúp chúng chịu được tải trọng đáng kể.
Các khuôn đột dập tạo hình đầu vít, thường có một khuôn để tạo hình ban đầu và một khuôn khác để tạo hình cuối cùng. Chúng cũng hỗ trợ các chốt đẩy các chi tiết vào khuôn, hỗ trợ các phần bị kẹt khi đùn hoặc tạo chỗ cho chốt lõm, tạo điều kiện cho việc đùn ngược các chi tiết lõm.
Chuyển đổi tạo hình nguội
Hệ thống truyền tải đóng vai trò then chốt trong quá trình gia công nguội, đặc biệt là đối với các đầu khuôn đa khuôn yêu cầu nhiều lần truyền tải. Các bộ phận, như các ngón tay được thiết kế riêng, giúp cố định các chi tiết trong quá trình vận chuyển giữa các khuôn, điều này rất quan trọng đối với các chi tiết lớn hoặc phức tạp để tránh các khuyết tật sản xuất như biến dạng đầu khuôn hoặc chảy xệ vai khuôn.
Các kỹ thuật viên phải căn chỉnh thời gian chuyển giao một cách chính xác để đảm bảo việc xử lý chi tiết an toàn trước khi nó hoàn toàn rời khỏi khuôn, và việc này được hoàn thiện thông qua kinh nghiệm chuyên môn được tích lũy.
Máy móc và quy trình dập nguội
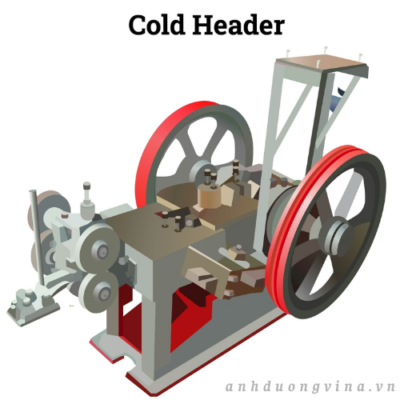
Máy dập nguội biến phôi kim loại thành các hình dạng chính xác bằng cách sử dụng một cần gạt chuyển động qua lại đẩy búa vào khuôn đã được định hình sẵn, thường được gọi là máy dập trong sản xuất. Nguyên liệu thô không qua xử lý sau đó được tạo hình theo yêu cầu thiết kế.

Những máy này có bánh răng côn ở một đầu trục khuỷu, kết hợp với bánh răng cam, có cơ cấu trượt kiểu kéo trên trục con lăn. Mô hình máy này khắc phục những nhược điểm trước đây, đảm bảo lực tác động lên cơ cấu cắt ở mức tối thiểu, hoạt động êm hơn, năng suất và chất lượng tốt hơn.
Nghệ thuật tạo hình nguội
Sử dụng các thiết bị tự động tốc độ cao như máy dập nguội hoặc máy tạo hình chi tiết, quy trình dập nguội chuyển đổi dây kim loại đơn giản thành các chi tiết phức tạp với độ chính xác cao, có khả năng sản xuất tới 400 chi tiết mỗi phút với lượng phế phẩm tối thiểu.
Gia công dập nguội duy trì thể tích vật liệu, sắp xếp lại kim loại để tạo thành các chi tiết được thiết kế chính xác, đảm bảo sử dụng tài nguyên hiệu quả và giảm thiểu phế phẩm.
Những cải tiến trong máy móc gia công nguội
Những cải tiến gần đây trong máy móc gia công nguội đã nâng cao đáng kể khả năng của sản phẩm. Các máy mới với nhiều khuôn dập giúp tối ưu hóa sản xuất các chi tiết ngắn và dài, cho phép điều chỉnh riêng lẻ và thiết lập nhanh chóng thông qua điều khiển CNC. Những cải tiến này tối ưu hóa hiệu quả sản xuất đồng thời giảm thiểu thời gian ngừng hoạt động nhờ vào các đầu dập đa trạm.
Công nghệ tạo hình nguội hiện đại kết hợp nhiều kỹ thuật khác nhau để đạt hiệu quả vượt trội, và những tiến bộ trong luyện kim cho phép tạo hình các vật liệu bền hơn. Các nhà sản xuất hợp kim tinh chế thành phần một cách nghiêm ngặt để đáp ứng nhu cầu về các bộ phận chắc chắn, chống ăn mòn, với quy trình sản xuất được kiểm soát các loại thép AISI cụ thể nhằm tăng cường khả năng tạo hình nguội và dễ dàng gia công hơn. Thép dụng cụ bền bỉ giúp kéo dài đáng kể tuổi thọ khuôn, trong khi các hợp kim đa năng tỏ ra có giá trị trong cả gia công cơ khí và tạo hình đầu khuôn.
Câu hỏi thường gặp
Ép nguội là gì và nó khác với rèn truyền thống như thế nào?
Gia công dập nguội, hay còn gọi là tạo hình nguội, định hình dây kim loại thành các chi tiết mà không cần nung nóng, sử dụng búa và khuôn tốc độ cao ở nhiệt độ phòng. Không giống như phương pháp rèn nóng truyền thống, phương pháp này duy trì cấu trúc hạt của kim loại, tạo ra các chi tiết chắc chắn hơn với ít vật liệu thừa hơn.
Các quy trình chính được sử dụng trong công nghệ dập nguội là gì?
Gia công dập nguội sử dụng các quy trình như ép định hình, ép đùn thuận, ép đùn kín, ép đùn ngược, định cỡ, cắt gọt và đột lỗ. Mỗi kỹ thuật cho phép tạo hình chính xác, tạo đầu, ren, lỗ và hình dạng chi tiết nhất quán cho sản xuất ốc vít.
Những vật liệu nào thường được sử dụng trong công nghệ dập nguội?
Gia công dập nguội chủ yếu sử dụng thép dập nguội, thép hợp kim tôi luyện, thép kết cấu và thép song pha ferritic-martensitic. Thiết bị hiện đại cũng có thể xử lý các hợp kim chịu nhiệt cao và thép không gỉ cho các ứng dụng đòi hỏi khắt khe.
Những ưu điểm chính của phương pháp tạo hình nguội trong sản xuất ốc vít là gì?
Gia công nguội mang lại tốc độ sản xuất nhanh, duy trì độ bền vật liệu, giảm thiểu phế phẩm và tiết kiệm năng lượng nhờ khả năng tạo hình kim loại mà không cần nhiệt. Những lợi ích này cho phép sản xuất các loại ốc vít chất lượng cao, đồng nhất và tiết kiệm chi phí.
So với các phương pháp khác, phương pháp dập nguội có những hạn chế nào?
Gia công dập nguội có những hạn chế về kích thước và vật liệu. Các chi tiết có đường kính rất lớn đòi hỏi lực tác động đáng kể và có thể không thực tế, và không phải tất cả các vật liệu đều phù hợp—việc lựa chọn loại kim loại phù hợp là rất quan trọng để đạt được kết quả tối ưu.
Quá trình dập nguội mang lại lợi ích gì cho các ngành công nghiệp có nhu cầu sản xuất số lượng lớn?
Gia công dập nguội rất lý tưởng cho ngành công nghiệp ô tô, hàng không vũ trụ và điện tử nhờ khả năng sản xuất nhanh chóng các bộ phận phức tạp, có độ bền cao với chất lượng ổn định, hỗ trợ sản xuất hàng loạt tiết kiệm chi phí và giảm thiểu phế phẩm.
Các loại dập nguội là gì?
Các loại thiết bị dập nguội
Thiết bị dập nguội, một thành phần cơ bản trong quy trình sản xuất dập nguội , thường được chia thành hai loại chính:
- Người tạo bộ phận
- Đầu nối lạnh
Cả hai loại thiết bị dập nguội đều sử dụng các pít tông chuyển động tịnh tiến nằm ngang và các giá đỡ cố định được thiết kế để tạo hình kim loại ở nhiệt độ phòng. Máy dập nguội có thể bao gồm từ các hệ thống một khuôn đến các máy nhiều khuôn và nhiều lần dập tiên tiến, với một số hệ thống có tới bảy khuôn hoạt động liên tiếp. Tính linh hoạt này cho phép sản xuất nhiều kích cỡ và hình dạng phức tạp của các loại ốc vít, khiến dập nguội trở thành kỹ thuật được ưa chuộng trong sản xuất ốc vít , chẳng hạn như bu lông, vít, đinh tán và các phụ kiện chuyên dụng được thiết kế riêng.
Khả năng sản xuất của một nhà sản xuất dập nguội phụ thuộc đáng kể vào số lượng và loại máy móc được sử dụng trong cơ sở của họ. Máy móc dập nguội tự động, công suất lớn đặc biệt có giá trị đối với các dây chuyền sản xuất quy mô lớn, mang lại sự nhất quán, năng suất cao và sản xuất hàng loạt các bộ phận chính xác một cách hiệu quả về chi phí.
Quy trình gia công dập nguội chủ yếu bao gồm hai thành phần chính: khuôn dập và chày dập. Chày dập tác dụng lực cần thiết từ thiết bị lên kim loại, đảm bảo kiểm soát kích thước chính xác của các đặc điểm chi tiết thành phẩm. Trong khi đó, khuôn dập dẫn hướng và định hình vật liệu thành hình dạng và dung sai cụ thể cần thiết cho ứng dụng – cho dù sản xuất ốc vít tiêu chuẩn, các bộ phận định hình nguội tùy chỉnh, hay các bộ phận chuyên dụng phức tạp được sử dụng trong ngành công nghiệp ô tô, hàng không vũ trụ hoặc điện tử.
Công nghệ dập nguội hiện đại cũng có thể tích hợp các hệ thống phụ trợ như chuẩn bị dây dẫn trực tuyến, bộ cấp liệu tự động và các mô-đun kiểm tra chất lượng để tối ưu hóa hiệu quả, chất lượng và tính nhất quán của sản phẩm. Điều này đảm bảo tuân thủ các tiêu chuẩn nghiêm ngặt của ngành và yêu cầu của khách hàng, biến công nghệ dập nguội trở thành quy trình được ưa chuộng đối với các nhà sản xuất đang tìm kiếm các bộ phận kim loại có độ bền cao, tiết kiệm chi phí được tạo hình mà không cần gia nhiệt.
Các loại quy trình dập nguội
Thuật ngữ ” ép nguội ” bắt nguồn từ quá trình ép được sử dụng trong kỹ thuật tạo hình kim loại này, giúp định hình kim loại ở nhiệt độ môi trường để đạt được các đặc tính vật liệu vượt trội và giảm thiểu chất thải.
Cảm lạnh gây khó chịu
Gia công đầu nguội là kỹ thuật chuyên biệt được sử dụng để tạo hình đầu cho bu lông, vít hoặc các loại ốc vít tương tự bằng cách nén ép , tức là quá trình hợp nhất vật liệu vào một khu vực cụ thể của chi tiết, chẳng hạn như hình dạng cổ hoặc đầu. Về bản chất, quá trình này làm tăng đường kính của vùng mong muốn, cung cấp độ bền cấu trúc cho các khu vực quan trọng.
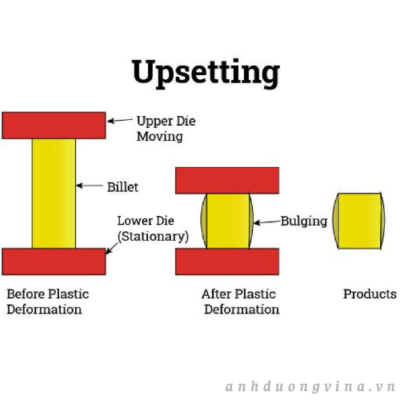
Mặc dù quá trình ép giãn có vẻ phức tạp, nhưng nó là một quy trình tạo hình nguội cơ bản và hiệu quả. Quá trình bắt đầu bằng việc cắt một hình trụ kim loại từ cuộn dây liên tục được đưa vào máy. Đối với việc sản xuất bu lông và ốc vít, hoặc các loại ốc vít có ren ngoài, phôi thô thường dài hơn nhiều so với đường kính của nó – cho phép linh hoạt về kích thước và độ bền của các bộ phận thành phẩm. Các nhà sản xuất thường đề cập đến số “đường kính” có thể được ép giãn, cho biết mức độ vật liệu có thể được di chuyển hoặc giãn nở trong quá trình này.
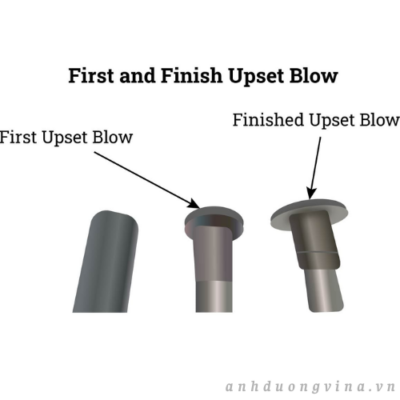
Các kỹ sư gia công dập nguội đã xác định rằng chỉ có một lượng vật liệu nhất định có thể được gia công trong một lần mà không gây ra hư hỏng như vỡ hoặc nứt. Trong hầu hết các trường hợp gia công dập nguội, giới hạn này là khoảng hai phần trăm đường kính mỗi lần dập. Vì nhiều đầu bu lông yêu cầu sự dịch chuyển vật liệu vượt quá hai đường kính, nên nhiều lần dập hoặc nhiều trạm khuôn được sử dụng – một yếu tố thiết yếu trong việc lựa chọn giữa máy dập một khuôn, dập hai lần hoặc dập nhiều khuôn liên tiếp.
Để tạo ra các hình dạng phức tạp hoặc tăng kích thước đầu hơn nữa, phôi kim loại thường được xử lý qua hai hoặc nhiều giai đoạn (đập). Máy dập đầu đơn khuôn thường đạt được độ biến dạng từ 1 đến 1 1/4 đường kính, trong khi các máy dập đầu hai lần tiên tiến hơn có thể biến dạng lên đến 4 1/2 đường kính, với thiết bị chuyên dụng cho phép biến dạng lớn hơn nữa trong quá trình tạo hình nguội.
Việc tính toán tỷ lệ ép đùn—chia chiều dài phôi cho đường kính dây—là rất quan trọng cho việc thiết lập quy trình. Ví dụ, một phôi dài 5 inch từ dây 1/2 inch tạo ra mười đường kính khác nhau, nhưng chỉ một phần trong số đó có thể được ép đùn để tạo thành đầu. Vượt quá khả năng của máy có thể dẫn đến các lỗi trong quy trình như ép nguội, uốn cong hoặc loại bỏ sản phẩm, điều này nhấn mạnh tầm quan trọng của việc thiết kế và mô phỏng tối ưu quá trình ép đùn nguội .
Những tiến bộ trong công nghệ dập nguội hiện nay cho phép sản xuất các loại ốc vít bằng thép hợp kim và thép cường độ cao, bao gồm cả các bộ phận có đầu phức tạp hoặc hình dạng nhiều bước. Việc lựa chọn đúng loại dây, dụng cụ, chất bôi trơn và thiết kế quy trình đảm bảo chất lượng, tính lặp lại và tuổi thọ dụng cụ kéo dài, điều này rất cần thiết cho sản xuất cạnh tranh trong các lĩnh vực như ốc vít ô tô, linh kiện hàng không vũ trụ hoặc phần cứng công nghiệp .
Ép đùn đầu nguội
Trong gia công dập nguội, ” ép đùn ” bao gồm một số quy trình tạo hình kim loại được sử dụng để sản xuất các chi tiết lắp ghép đặc và rỗng. Về cơ bản có ba loại kỹ thuật ép đùn liên quan đến gia công dập nguội:
- Ép đùn về phía trước (bao gồm ép đùn bị kẹt và ép đùn hở)
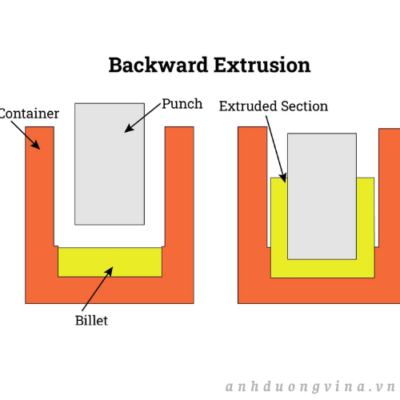
- Ép đùn ngược
Trong ép đùn thuận , vật liệu được đưa về phía trước qua khuôn để giảm diện tích mặt cắt ngang, tạo ra chi tiết có hình dạng kéo dài. Quá trình này lý tưởng để sản xuất các thanh ren, trục giảm bậc và phôi ốc vít dài hơn. Trong khi đó, ép đùn ngược liên quan đến việc ép kim loại theo hướng ngược lại với chuyển động của chày – tạo ra các đặc điểm bên trong, chẳng hạn như các rãnh hoặc lỗ, thường được sử dụng để chế tạo đai ốc, bạc lót và các loại ống lót đặc biệt.
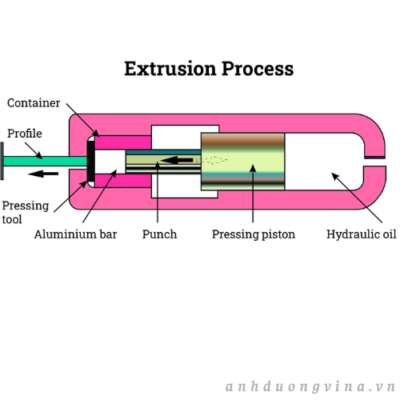
Ví dụ, trong ép đùn thuận, phôi kim loại được đẩy vào khuôn có đường kính nhỏ hơn, làm tăng chiều dài trong khi giảm đường kính – một phương pháp được kiểm soát để đạt được dung sai chính xác và tính nhất quán về kích thước. Ép đùn ngược sử dụng nguyên lý tương tự nhưng tập trung vào việc tạo hình các chi tiết rỗng và giảm thiểu gia công thứ cấp.
Ép đùn thuận là quy trình cốt lõi đối với các nhà sản xuất phụ kiện nhằm đạt được sự lưu chuyển vật liệu tối ưu, độ bền và độ hoàn thiện bề mặt cho các bộ phận như ốc vít, bu lông hoặc trục bậc thang. Ép đùn ngược được ưa chuộng cho các bộ phận phức tạp cần có khoang bên trong, chẳng hạn như đinh tán hình ống hoặc đai ốc có ren trong. Cả hai quy trình đều giảm thiểu lãng phí vật liệu bằng cách định hình lại thay vì loại bỏ vật liệu, góp phần tiết kiệm chi phí và tính bền vững trong ngành công nghiệp gia công nguội .
Các kỹ thuật ép đùn được phân loại tiếp thành loại hở hoặc loại kín, mỗi loại có khả năng và hạn chế riêng, ảnh hưởng đến hình dạng và độ bền của các chi tiết được tạo hình hoặc định hình nguội sau khi gia công. Việc lựa chọn quy trình phụ thuộc vào các yêu cầu thiết kế cụ thể và ứng dụng cuối cùng, bao gồm nhu cầu về độ sạch, dung sai và tính chất cơ học của chi tiết.
Ép đùn hở
Trong phương pháp ép đùn hở , phôi không được giữ hoàn toàn bởi dụng cụ, cho phép chiều dài ép đùn lớn hơn nhưng đòi hỏi lực ép cao hơn. Phần ép đùn của dụng cụ có thể được đặt gần đỉnh khuôn, tối đa hóa lượng vật liệu được kéo ra từ phôi ban đầu. Phương pháp ép đùn hở thích hợp cho các chi tiết lắp ghép dài, mảnh và thường được sử dụng trong sản xuất các sản phẩm dạng dây và các hình dạng thanh đơn giản.
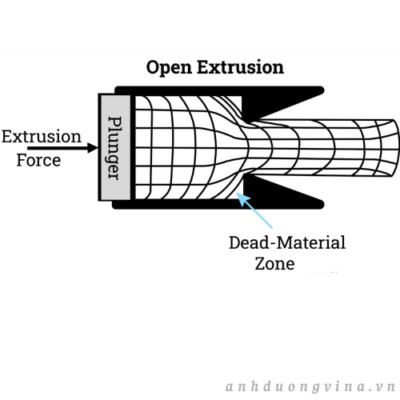
Mặc dù có nhiều ưu điểm, ép đùn hở đòi hỏi áp suất đáng kể và sự hỗ trợ vật liệu đầy đủ. Trong quá trình tạo hình nguội, sự hỗ trợ không đủ có thể dẫn đến cong vênh hoặc biến dạng, đặc biệt là đối với các vật liệu có độ dẻo cao hoặc mỏng. Việc thiết lập đúng cách, lựa chọn vật liệu và thiết kế dụng cụ là rất quan trọng để thực hiện các thao tác ép đùn hở một cách đáng tin cậy và chất lượng cao.
Sự đùn ép bị kẹt
Ép đùn kín (còn gọi là ép đùn có bao bọc) bao gồm việc bao bọc hoàn toàn chi tiết bên trong khuôn trước khi ép đùn. Phương pháp này cho phép giảm đường kính lớn hơn—lên đến khoảng 75%—bằng cách áp dụng áp suất nén lớn hơn. Ép đùn kín rất cần thiết cho các hình dạng phức tạp, các chi tiết bậc thang, hoặc để đạt được độ chính xác cao hơn trong hình dạng cuối cùng của chi tiết.
Nhược điểm của phương pháp ép đùn kẹp là hạn chế về chiều dài chi tiết, vì một phần đáng kể của khoang khuôn phải được sử dụng để chịu được lực ép đùn. Tuy nhiên, phương pháp này lý tưởng cho việc sản xuất các chi tiết được tạo hình bằng phương pháp dập nguội, đòi hỏi sự kiểm soát chặt chẽ về mối quan hệ giữa đầu và thân, độ dày và các tiêu chuẩn kích thước.
Việc sử dụng khuôn ép đùn xuyên tâm, đặc biệt là đối với ép đùn kín, rất phổ biến trong các nhà sản xuất linh kiện đầu nguội , vì nó giảm áp suất khuôn và thúc đẩy dòng chảy vật liệu trơn tru. Việc lựa chọn cẩn thận đường kính dây và cấu hình dụng cụ đảm bảo kích thước đầu và kích thước thân được tạo hình trong phạm vi dung sai chặt chẽ, với yêu cầu gia công thứ cấp tối thiểu.
Các sản phẩm được tạo hình nguội từ quy trình này được công nhận về các đặc tính cơ học vượt trội, độ chảy hạt và khả năng chống mỏi cao hơn—khiến ép đùn có kẹp trở thành phương pháp được ưa chuộng trong ngành ô tô, hàng không vũ trụ và các ứng dụng lắp ghép quan trọng.
Ép đùn ngược
Ép đùn ngược chủ yếu được sử dụng để tạo ra các thân ốc vít rỗng, bạc lót và đai ốc chính xác. Trong quá trình này, một mũi đột có khe hở so với khuôn được đóng vào phôi, đẩy vật liệu ngược trở lại dọc theo trục đột. Điều này tạo ra các khoang bên trong hoặc các chi tiết lõm phức tạp, giúp tối ưu hóa sản xuất so với khoan hoặc gia công thứ cấp.
Ép đùn ngược cũng rất cần thiết để tạo các rãnh dẫn hướng bên trong trong các loại ốc vít và đầu vít đặc biệt—bao gồm cả đầu vít Phillips, Torx hoặc các rãnh tùy chỉnh—đáp ứng các yêu cầu sử dụng đa dạng. Giống như các quy trình dập nguội khác, ép đùn ngược mang lại hiệu quả sử dụng vật liệu và lợi ích luyện kim vượt trội, chẳng hạn như tăng cường độ bền và khả năng tạo ren tốt hơn.
Các bước cuối cùng trong quy trình dập nguội có thể bao gồm cắt gọt và đột lỗ : cắt gọt loại bỏ vật liệu thừa khỏi đầu hoặc cổ (ví dụ, để sản xuất bu lông đầu lục giác), và đột lỗ tạo ra các lỗ xuyên suốt hoặc các lỗ khoan bên trong chính xác trong đai ốc và bạc lót. Các quy trình cắt gọt này được thiết kế để tối đa hóa hiệu quả sử dụng vật liệu bằng cách giảm thiểu chất thải, từ đó giảm chi phí sản xuất trên mỗi chi tiết và tỷ lệ phế phẩm.
Việc tích hợp các quy trình cắt và đột lỗ vào dây chuyền dập nguội cho phép các nhà sản xuất tạo ra các chi tiết lắp ghép và linh kiện định hình nguội theo yêu cầu với chi phí tối ưu trong một quy trình duy nhất, được tối ưu hóa – thu hút các ngành công nghiệp ưu tiên chất lượng, hiệu quả chi phí và sản lượng cao, chẳng hạn như ô tô, xây dựng và lắp ráp điện tử.
Ứng dụng và ưu điểm của phương pháp dập nguội?
Chương này sẽ thảo luận về các ứng dụng và lợi ích của quá trình tạo hình bằng phương pháp dập nguội.
Ứng dụng của công nghệ dập nguội
Quá trình dập nguội sản xuất các loại ốc vít với hiệu suất cao và chất lượng tốt, tiết kiệm chi phí và vật liệu. Tuy nhiên, quá trình này đòi hỏi nguyên liệu thô chất lượng cao.
Gia công dập nguội sử dụng một loại thép đặc biệt gọi là thép gia công dập nguội, lý tưởng để sản xuất ốc vít và mối nối. Ngoài ra, quy trình này cũng có thể được áp dụng cho thép hợp kim tôi luyện, thép kết cấu và thép song pha ferritic-martensitic.

Ưu điểm của gia công nguội
Gia công nguội mang lại một số lợi ích chính, bao gồm:
Sản xuất nhanh
Gia công nguội nổi tiếng với khả năng sản xuất nhanh chóng, một số nhà sản xuất có thể đạt tốc độ sản xuất lên đến 100 chi tiết mỗi phút. Quy trình tốc độ cao này đảm bảo chất lượng đồng đều và độ chính xác cao cho các chi tiết thành phẩm.

Tăng cường sức mạnh
Gia công nguội giúp tăng cường độ bền của chi tiết bằng cách duy trì các đặc tính vốn có của vật liệu. Vì vật liệu được tạo hình mà không cần cắt hoặc nung nóng, cấu trúc hạt ban đầu của nó sẽ phù hợp với các đường viền của chi tiết, dẫn đến độ bền và sức chịu lực được tăng cường.
Giảm tiêu thụ năng lượng
Khác với phương pháp rèn nóng, phương pháp tạo hình nguội không cần thêm năng lượng để nung nóng vật liệu, do đó tiết kiệm năng lượng hơn.
Nhược điểm của phương pháp làm nguội
Có một số hạn chế liên quan đến việc làm nguội đầu phun, bao gồm:
Giới hạn kích thước
Khi đường kính của ốc vít tăng lên, áp lực cần thiết để định hình vật liệu cũng tăng theo. Mặc dù các máy móc lớn có khả năng sản xuất ốc vít với mọi kích thước, nhưng chúng thường không thực tế cho những công việc như vậy. Đối với các ốc vít cực lớn, gia công cơ khí thường là phương pháp phù hợp hơn.
Hạn chế về vật liệu
Không phải tất cả các vật liệu đều phù hợp như nhau cho quá trình tạo hình nguội. Mặc dù có thể sử dụng nhiều loại kim loại khác nhau, nhưng việc lựa chọn loại phù hợp nhất sẽ mang lại kết quả tốt hơn và nâng cao chất lượng của sản phẩm cuối cùng.
Phần kết luận
Qua nhiều năm, quy trình dập nguội đã góp phần rất lớn vào việc cải tiến công nghệ và tạo ra các sản phẩm gia công chất lượng cao hơn. Do đó, khi lựa chọn phương pháp dập nguội cho một quy trình cụ thể, điều quan trọng là phải hiểu rõ các ứng dụng, lợi ích và cách thức hoạt động của từng phương pháp dập nguội.