Chuốt: Các loại, Quy trình & Máy móc được sử dụng
Giới thiệu
Bài viết này đi sâu tìm hiểu về quá trình chuốt (broaching). Bạn sẽ tìm hiểu thêm về các chủ đề như:
- Chuốt là gì?
- Máy móc được sử dụng cho chuốt
- Các loại dao chuốt
- Các thuật ngữ thiết kế dao chuốt
- Và nhiều nội dung khác…
Chuốt là gì?
Gia công chuốt là một quy trình gia công chính xác sử dụng dụng cụ được tôi cứng có lưỡi răng cưa để loại bỏ vật liệu khỏi phôi một cách có hệ thống và nhất quán. Kỹ thuật này sử dụng dụng cụ có gắn các răng với kích thước khác nhau, bào đi một lượng vật liệu nhất định trong mỗi lần chạy qua phôi.
Trong gia công rãnh xoắn, thao tác bao gồm việc dụng cụ nhiều răng di chuyển trong khi phôi đứng yên hoặc ngược lại. Trong một số trường hợp, có thể có chuyển động quay tương đối giữa dụng cụ và phôi. Quá trình gia công rãnh xoắn có thể diễn ra bên trong qua tâm của phôi hoặc bên ngoài dọc theo bề mặt của nó.
Gia công bằng phương pháp doa bề mặt bao gồm các kiểu doa như doa phẳng, doa rãnh, doa đường viền, doa hình nồi và doa kẹp. Mặt khác, gia công bằng phương pháp doa bên trong bao gồm các phương pháp như doa rãnh then, doa đồng tâm và doa cắt lại. Kỹ thuật doa cụ thể được áp dụng phụ thuộc vào phần phôi đang được gia công hoặc cắt.
Quy trình dao chuốt là gì?
Gia công bằng dao chuốt là một kỹ thuật gia công được sử dụng rộng rãi, được thiết kế để loại bỏ vật liệu một cách chính xác khỏi phôi nhằm tạo ra các đường viền, hình dạng và biên dạng cụ thể. Là một quy trình gia công kim loại chuyên biệt trong sản xuất bóc tách, gia công bằng dao chuốt được công nhận về hiệu quả trong việc tạo ra các hình học bên trong và bên ngoài phức tạp trong các ngành công nghiệp đòi hỏi độ chính xác cao như ô tô, hàng không vũ trụ và sản xuất. Không giống như các quy trình gia công khác như phay, tiện hoặc khoan, gia công bằng dao chuốt sử dụng các dụng cụ chuyên dụng – dao chuốt – với một loạt các răng cắt có kích thước tăng dần để đạt được sự biến đổi chính xác chỉ trong một lần gia công.
Chức năng chính của dao doa là ép, kéo hoặc đẩy vào phôi để tạo ra các lỗ, rãnh, răng hoặc hoa văn chính xác. Điều này cho phép các nhà sản xuất đạt được các kết quả doa bên trong độc đáo (ví dụ: rãnh then, rãnh xoắn và lỗ đa giác) và doa bên ngoài (ví dụ: bề mặt, rãnh hoặc các chi tiết phẳng) mà thường không thể đạt được hoặc kém hiệu quả hơn khi sử dụng máy phay hoặc máy mài. Gia công bằng dao doa nổi bật nhờ tốc độ, độ lặp lại và hiệu quả chi phí trong sản xuất hàng loạt, cũng như chất lượng bề mặt hoàn thiện vượt trội mà nó mang lại.
Máy doa
Máy doa là một loại máy công cụ đơn giản, vận hành bằng CNC hoặc bằng tay, bao gồm dao doa, đồ gá kẹp, cơ cấu truyền động (thường là thủy lực hoặc điện cơ) và khung đỡ chắc chắn. Có hai loại máy doa chính: ngang và dọc. Máy doa có thể có một hoặc nhiều pít tông – bộ truyền động tuyến tính đẩy dao doa – tùy thuộc vào ứng dụng cụ thể. Đối với sản xuất số lượng lớn, nhiều pít tông cho phép thực hiện đồng thời các hành trình cắt và hành trình trở lại, cải thiện hiệu quả hoạt động và năng suất.
Máy doa thực hiện các thao tác bằng cách kéo hoặc đẩy mũi doa xuyên qua phôi cố định hoặc đang chuyển động. Nguồn điện thường được cung cấp bởi hệ thống thủy lực, giúp tạo ra lực ổn định và điều khiển chính xác cho cả doa bên trong (tạo lỗ, rãnh then và rãnh then) và doa bề mặt (tạo các mặt phẳng hoặc hình dạng phức tạp). Cấu hình máy sẽ xác định loại doa—đẩy, kéo, bề mặt hoặc doa quay—đảm bảo độ chính xác cho mọi chi tiết được sản xuất.
Máy doa ngang
Máy doa ngang sử dụng phương pháp doa kiểu kéo, lý tưởng cho việc doa bên trong cũng như một số ứng dụng bên ngoài. Những máy này thường được sử dụng để sản xuất rãnh then, rãnh then hoa, khe, lỗ tròn và các hình dạng bên trong phức tạp. Cấu hình bao gồm một bệ máy kéo dài, một bộ phận dẫn hướng để căn chỉnh và dẫn hướng dụng cụ doa, và một cơ cấu truyền động mạnh mẽ.
Cấu hình này tối ưu cho việc gia công các chi tiết doa dài và xử lý các phôi nặng – những yêu cầu thường thấy trong ngành sản xuất ô tô hoặc thiết bị hạng nặng. Tuy nhiên, máy doa ngang cần diện tích mặt bằng đáng kể trong nhà máy sản xuất. Chúng mang lại độ chính xác cao, khả năng lặp lại tốt và cho phép thay đổi nhanh chóng đối với nhiều hình dạng chi tiết khác nhau.
Máy doa dọc
Máy doa đứng hoạt động bằng cách đẩy hoặc, ở một số loại, kéo dụng cụ doa theo chiều dọc so với phôi. Những máy này có tính linh hoạt cao, cho phép doa cả bên trong và bề mặt. Với thao tác doa đẩy là phổ biến nhất, máy doa đứng phù hợp cho sản xuất hàng loạt các chi tiết yêu cầu các rãnh, lỗ và các đặc điểm hình học khác có độ chính xác cao.
Có ba loại máy doa đứng chính: loại đẩy xuống, loại kéo lên và loại kéo xuống – mỗi loại có khả năng khác nhau về xử lý phôi và lực doa. Máy kéo lên đặc biệt phổ biến trong sản xuất quy mô lớn nhờ hiệu quả và khả năng nạp/dỡ phôi nhanh chóng. Máy doa đứng có thể được vận hành bằng hệ thống thủy lực hoặc truyền động cơ điện, trong đó các mẫu thủy lực mang lại khả năng kiểm soát lực tốt hơn và giảm chi phí bảo trì.
Máy doa bề mặt
Máy doa bề mặt được thiết kế để loại bỏ vật liệu thừa khỏi các bề mặt phẳng hoặc cong của phôi. Dụng cụ doa, thường được gắn trên một cần gạt chuyển động tịnh tiến, di chuyển dọc theo phôi, cắt nhiều đường viền hoặc chi tiết trong một lần chạy máy. Quy trình doa bề mặt rất hiệu quả để tạo ra các đường viền, rãnh hoặc mộng phức tạp trên các bộ phận như cánh tuabin, piston và thanh truyền. Các máy này có thể được cấu hình để hoạt động theo chiều ngang hoặc chiều dọc, và máy doa kép (với hai cần gạt) giúp tăng năng suất sản xuất cho sản xuất hàng loạt và sản xuất số lượng lớn.
Máy doa liên tục
Trong gia công chuốt liên tục (còn được gọi là chuốt xích hoặc chuốt sản xuất), phôi di chuyển đều đặn trong khi dao chuốt vẫn đứng yên. Quá trình này sử dụng băng tải hoặc đồ gá dẫn động bằng xích để vận chuyển nhiều phôi theo trình tự qua vùng cắt. Gia công chuốt liên tục lý tưởng cho việc gia công nhiều chi tiết giống hệt nhau như các bộ phận truyền động ô tô, bánh răng nhỏ hoặc ốc vít, tối đa hóa năng suất và tính nhất quán của chi tiết trong môi trường sản xuất quy mô lớn. Quá trình này có thể bao gồm chuyển động tuyến tính, ngang hoặc tròn, tùy thuộc vào thiết kế và ứng dụng dự định.
Máy doa quay
Gia công bằng dao doa quay —còn được gọi là gia công bằng dao doa lắc— là một phương pháp chính xác để tạo ra các hình dạng đa giác phức tạp bên trong và bên ngoài. Trong kỹ thuật này, thường được thực hiện trên máy tiện hoặc máy phay CNC, dao doa quay chuyên dụng được đặt ở góc 1° so với đường tâm của phôi, tạo ra một chuyển động cắt độc đáo tạo ra các hình dạng như hình lục giác, hình vuông, răng cưa, rãnh xoắn ốc, bánh răng trụ và thậm chí cả các hình dạng tùy chỉnh như số và chữ cái, tất cả đều với dung sai chặt chẽ và độ hoàn thiện bề mặt vượt trội.
Gia công bằng dao doa quay được đánh giá cao trong các ngành công nghiệp yêu cầu các chi tiết phức tạp không tròn – chẳng hạn như sản xuất thiết bị y tế, hàng không vũ trụ và sản xuất ốc vít – nhờ khả năng tạo ra các hình dạng hoàn chỉnh chỉ trong một lần gia công nhanh chóng. Giá đỡ dụng cụ doa quay được thiết kế để đảm bảo độ ổn định, đưa dao doa vào lỗ dẫn hướng đã được khoan sẵn và hoàn thiện hình dạng một cách hiệu quả. Độ côn ngược trên dao doa giúp giảm thiểu tải trọng đẩy, kéo dài tuổi thọ dụng cụ và bảo vệ tính toàn vẹn của phôi.
Máy tiện rãnh
Máy doa tiện được sử dụng cho các ứng dụng cắt tròn, thẳng và xoắn ốc, nơi yêu cầu chất lượng bề mặt cao và dung sai kích thước chặt chẽ. Máy sử dụng một dụng cụ chuyên dụng được trang bị nhiều mảnh cắt để loại bỏ vật liệu khi phôi, chẳng hạn như trục khuỷu, được quay giữa hai tâm. Quá trình này hỗ trợ cả các hoạt động gia công thô và gia công tinh – lựa chọn các mảnh cắt thô phân đoạn để loại bỏ vật liệu mạnh mẽ và các hộp cắt tinh có thể điều chỉnh để sản xuất các chi tiết chính xác với các thông số kỹ thuật khắt khe.
Gia công bằng phương pháp tiện rãnh được ưa chuộng cho các hoạt động gia công phức tạp trong sản xuất động cơ ô tô, chế tạo tuabin hàng không vũ trụ và sản xuất các bộ phận công nghiệp có độ chính xác cao – mang lại hình dạng chi tiết nhất quán, rút ngắn thời gian chu kỳ và chất lượng bề mặt vượt trội.
Gia công CNC bằng máy bào
Những tiến bộ trong công nghệ điều khiển số bằng máy tính (CNC) đã làm thay đổi quy trình doa, cho phép tích hợp đồng thời cả các thao tác doa quay và doa tuyến tính với khả năng tự động hóa và độ lặp lại cao. Máy doa CNC được trang bị đường chạy dao lập trình được, dao cắt có thể thay thế và giá đỡ được thiết kế riêng, giao tiếp liền mạch với các máy tiện và máy phay CNC hiện đại. Điều này cho phép các nhà sản xuất tăng năng suất, giảm thiểu thời gian thiết lập và đạt được kết quả nhất quán trên các lô hàng và các đợt sản xuất tùy chỉnh.
Hệ thống doa CNC hỗ trợ nhiều thao tác đa dạng—bao gồm doa xoay (lắc), đột dập, tạo rãnh then, tạo rãnh spline, tạo rãnh đa giác và tạo rãnh răng cưa—mang lại tính linh hoạt vượt trội để sản xuất các bộ phận như bánh răng truyền động, thiết bị cấy ghép y tế, ốc vít chính xác trong ngành hàng không vũ trụ và các chi tiết dụng cụ. Bằng cách sử dụng hệ thống làm mát tiên tiến và đồ gá chắc chắn, máy doa CNC nâng cao chất lượng bề mặt và tuổi thọ dụng cụ, giảm cả thời gian chu kỳ và chi phí sản xuất. Điều này làm cho doa CNC trở thành lựa chọn tối ưu cho các ngành công nghiệp đòi hỏi sản xuất các bộ phận phức tạp, độ chính xác cao với dung sai chặt chẽ.
Tóm lại , quy trình doa bao gồm một phạm vi rộng các kỹ thuật, loại máy và ứng dụng—từ doa trong và doa bề mặt thông thường đến các hệ thống doa quay và doa CNC tiên tiến. Hiểu rõ khả năng, ưu điểm và ứng dụng trong công nghiệp của từng loại máy cho phép các nhà sản xuất, kỹ sư và thợ máy đưa ra lựa chọn sáng suốt về thiết kế chi tiết, tối ưu hóa quy trình và sản xuất gia công kim loại khối lượng lớn. Đối với những người đang cân nhắc sử dụng doa làm giải pháp, việc tham khảo ý kiến của các nhà sản xuất máy doa chuyên dụng và nhà cung cấp dụng cụ sẽ đảm bảo kết quả tối ưu về hiệu quả, chi phí và chất lượng sản phẩm.
Những loại máy doa rãnh hàng đầu?
Gia công bằng phương pháp doa đòi hỏi độ chính xác cao, độ bền và khả năng lặp lại chính xác để đáp ứng các tiêu chuẩn khắt khe của sản xuất hiện đại. Các nhà sản xuất máy doa hàng đầu đã liên tục thúc đẩy ngành công nghiệp này thông qua sự đổi mới trong thiết kế, tự động hóa và kiểm soát quy trình. Dưới đây là năm thương hiệu nổi tiếng chuyên về máy doa được sử dụng rộng rãi tại Hoa Kỳ và Canada. Tổng quan này bao gồm các mẫu máy nổi bật, các tính năng cốt lõi và những điểm khác biệt của chúng trên thị trường thiết bị doa. Cho dù bạn đang tìm kiếm giải pháp cho sản xuất số lượng lớn, tạo hình linh kiện tùy chỉnh hay sản xuất bánh răng chính xác, các nhà sản xuất này đều thể hiện hiệu suất và độ tin cậy hàng đầu trong gia công doa công nghiệp.
Thương hiệu: American Broach & Machine Co.
Model: Máy doa AB-2500H
Mô tả: American Broach & Machine Co. là một tên tuổi hàng đầu trong lĩnh vực sản xuất máy doa, nổi tiếng với kỹ thuật mạnh mẽ và dịch vụ hỗ trợ bền bỉ. Mẫu AB-2500H của họ được thiết kế đặc biệt cho việc doa sản xuất hàng loạt trong các ngành công nghiệp ô tô, hàng không vũ trụ và sản xuất nói chung. Máy cung cấp khả năng vận hành tốc độ cao, điều khiển quy trình bằng máy tính để đảm bảo tính lặp lại và sự linh hoạt trong việc xử lý nhiều kích thước doa và hình dạng chi tiết khác nhau. AB-2500H được đánh giá cao về độ tin cậy, kết cấu chắc chắn và độ chính xác kích thước lâu dài — khiến nó trở thành lựa chọn đáng tin cậy cho các nhà sản xuất đang tìm kiếm sản lượng cao, ổn định với thời gian ngừng hoạt động tối thiểu.
Thương hiệu: Colonial Tool Group
Model: Máy doa rãnh Colonial G-Series
Mô tả: Tập đoàn Colonial Tool Group được quốc tế công nhận về sự xuất sắc trong kỹ thuật chế tạo thiết bị và giải pháp dụng cụ doa. Máy doa Colonial G-Series rất đa năng và phù hợp cho cả gia công doa bên trong (như rãnh then, rãnh then và các hình dạng khác) và gia công doa bề mặt . Với hệ thống nạp doa đa trạm tiên tiến, bộ điều khiển CNC tinh vi và độ cứng vững vượt trội, máy đáp ứng được các dây chuyền sản xuất đòi hỏi cao trong khi vẫn duy trì độ chính xác và độ lặp lại cao của chi tiết . Dòng G-Series rất phù hợp cho các nhà sản xuất có yêu cầu gia công doa đa dạng hoặc phức tạp, và được đánh giá cao về cả khả năng thích ứng và độ chính xác trong các quy trình gia công kim loại phức tạp.
Thương hiệu: Ohio Broach & Machine Co.
Model: Máy doa đứng dòng OB
Mô tả: Công ty Ohio Broach & Machine Co. thiết kế và chế tạo một loạt máy doa đứng đa dạng , hướng đến các ngành công nghiệp như ô tô, thiết bị y tế và sản xuất linh kiện công nghiệp . Dòng máy OB là minh chứng cho hiệu quả của máy doa đứng, với thiết kế tiết kiệm không gian lý tưởng cho bố trí nhà máy, giao diện người vận hành trực quan và một loạt các tính năng tùy chỉnh phù hợp với nhu cầu ứng dụng cụ thể. Cho dù sản xuất các chi tiết doa thẳng hay doa định hình, dòng máy này đều mang lại khả năng kiểm soát dung sai cao nhất quán, vận hành thân thiện với người dùng và độ bền đã được chứng minh – cung cấp các giải pháp đáng tin cậy cho các doanh nghiệp đang tìm kiếm chất lượng chi tiết doa tối ưu và năng suất sản xuất cao.
Thương hiệu: Broaching Machine Specialties (BMS)
Model: Máy doa ngang BMS
Mô tả: Broaching Machine Specialties (BMS) là nhà sản xuất nổi tiếng chuyên cung cấp đầy đủ các loại máy doa ngang . Các giải pháp doa ngang của họ lý tưởng cho cả các biên dạng bên trong và bên ngoài , và được trang bị cấu trúc gia cường để ngăn ngừa biến dạng trong các chu kỳ hoạt động nặng. Hệ thống điều khiển tiên tiến và hệ thống loại bỏ phôi hiệu quả cao giúp đảm bảo an toàn quy trình, độ chính xác và độ chính xác kích thước lặp lại. Máy doa ngang của BMS nổi bật về tính linh hoạt, có khả năng gia công nhiều hình dạng chi tiết và vật liệu khác nhau thường thấy trong các ngành công nghiệp như vận tải, quốc phòng và sản xuất thiết bị dầu khí.
Thương hiệu: Nachi America Inc.
Mẫu: Máy doa cắt bánh răng Nachi
Mô tả: Nachi America Inc. chuyên về máy doa bánh răng tiên tiến được thiết kế đặc biệt cho sản xuất bánh răng chính xác . Những máy này được trang bị hệ thống truyền động tốc độ cao, mô-men xoắn cao và các giải pháp dụng cụ tiên tiến, cho phép gia công hiệu quả các biên dạng răng và rãnh then phức tạp. Các giải pháp của Nachi nổi tiếng về khả năng kiểm soát dung sai vượt trội , thời gian chu kỳ nhanh, các tùy chọn tích hợp tự động hóa và hệ thống bôi trơn cải tiến giúp kéo dài tuổi thọ dụng cụ. Các ngành công nghiệp bao gồm sản xuất hộp số ô tô, sản xuất bánh răng công nghiệp và lắp ráp thiết bị hạng nặng đều tin dùng Nachi cho các hoạt động doa bánh răng nhất quán, chính xác và tiết kiệm chi phí.
Điều cần lưu ý là các mẫu máy doa, thông số kỹ thuật và tính năng thường xuyên thay đổi do sự tiến bộ không ngừng của công nghệ sản xuất. Để có thông tin cập nhật về cấu hình máy, hỗ trợ kỹ thuật và dịch vụ tại Mỹ và Canada, hãy liên hệ trực tiếp với các nhà sản xuất hoặc tham khảo catalog sản phẩm của họ. Việc lựa chọn máy doa phù hợp cho hoạt động của bạn đòi hỏi phải xem xét cẩn thận nhu cầu ứng dụng, khối lượng sản xuất, vật liệu linh kiện và dung sai mong muốn để đảm bảo hiệu suất tối ưu và tiết kiệm chi phí.
Cách chọn máy doa phù hợp nhất cho ứng dụng của bạn
Việc lựa chọn máy doa rãnh lý tưởng đòi hỏi phải đánh giá các yêu cầu sản xuất , loại chi tiết và vật liệu bạn gia công, cũng như các tính năng tự động hóa cần thiết để đạt năng suất và độ chính xác tối đa. Hãy xem xét các yếu tố như:
- Loại dao doa: Doa biên dạng trong so với doa biên dạng ngoài, doa bề mặt, doa quay hoặc doa tuyến tính.
- Công suất & Tải trọng: Tải trọng và chiều dài hành trình máy cần thiết cho quy trình doa của bạn.
- Tự động hóa & Tích hợp: Tương thích với hệ thống xếp dỡ bằng robot, cảm biến thông minh và hệ thống tự động hóa nhà máy.
- Yêu cầu về độ chính xác: Mức dung sai, độ lặp lại và hệ thống kiểm soát chất lượng.
- Hỗ trợ sau bán hàng: Được hỗ trợ kỹ thuật, cung cấp phụ tùng thay thế và dịch vụ bảo trì.
- Ứng dụng trong công nghiệp: Các tính năng chuyên biệt dành cho các lĩnh vực như ô tô, hàng không vũ trụ, y tế và sản xuất dụng cụ & khuôn mẫu.
Đầu tư vào giải pháp gia công rãnh phù hợp có thể giúp tăng năng suất đáng kể, giảm chi phí đơn vị và cải thiện chất lượng các chi tiết thành phẩm, củng cố lợi thế cạnh tranh của bạn trong lĩnh vực sản xuất chính xác.
Câu hỏi thường gặp
Gia công bằng phương pháp chuốt là gì và nó khác với các quy trình gia công khác như thế nào?
Gia công bằng dao chuốt là một quy trình gia công chính xác sử dụng dụng cụ nhiều răng để loại bỏ vật liệu trong một lần chạy dao, cho phép tạo ra các hình dạng bên trong và bên ngoài phức tạp. Phương pháp này mang lại tốc độ, độ lặp lại và hiệu quả chi phí, vượt trội so với các phương pháp như phay hoặc mài, đặc biệt là đối với sản xuất hàng loạt và các biên dạng phức tạp.
Các loại máy doa rãnh chính hiện có là gì?
Các loại máy doa chính bao gồm máy doa ngang, doa dọc, doa bề mặt, doa liên tục, doa quay, doa tiện và doa CNC. Mỗi loại được thiết kế cho các nhiệm vụ cụ thể như doa bên trong, doa bên ngoài hoặc doa bề mặt, đáp ứng các nhu cầu sản xuất và hình dạng chi tiết riêng biệt.
Những ngành công nghiệp nào thường sử dụng máy doa?
Máy doa rãnh được sử dụng rộng rãi trong ngành công nghiệp ô tô, hàng không vũ trụ, sản xuất, thiết bị y tế, linh kiện công nghiệp và sản xuất bánh răng. Chúng được ưa chuộng ở những nơi cần gia công chính xác, số lượng lớn hoặc tạo hình phức tạp để đáp ứng dung sai kích thước nghiêm ngặt.
Làm thế nào để chọn máy doa lỗ tốt nhất cho ứng dụng của tôi?
Việc lựa chọn máy doa cần đánh giá loại máy doa, công suất, nhu cầu tự động hóa, yêu cầu về độ chính xác, hỗ trợ sau bán hàng và các tính năng đặc thù của ngành. Việc kết hợp khả năng của máy với khối lượng sản xuất, vật liệu chi tiết và dung sai sẽ đảm bảo hiệu suất tối ưu và tiết kiệm chi phí.
Có những thương hiệu máy doa lỗ nào phù hợp với các nhà sản xuất tại Mỹ và Canada không?
Đúng vậy, một số thương hiệu hàng đầu—bao gồm American Broach & Machine Co., Colonial Tool Group, Ohio Broach & Machine Co., Broaching Machine Specialties và Nachi America Inc.—cung cấp các máy doa tiên tiến với nhiều mẫu mã khác nhau được thiết kế riêng cho các nhà sản xuất tại Hoa Kỳ và Canada.
Công nghệ doa CNC có những ưu điểm gì?
Gia công bằng máy phay CNC giúp nâng cao năng suất và độ chính xác bằng cách tự động hóa đường chạy dao, giảm thời gian thiết lập và hỗ trợ các thao tác phức tạp như phay xoay và phay đột dập. Nó mang lại chất lượng vượt trội, chu kỳ ngắn hơn và kết quả nhất quán cho các ứng dụng sản xuất chính xác.
Các loại doa khác nhau?
Quá trình gia công bằng dao chuốt tạo ra các chi tiết có bề mặt hoàn thiện và độ chính xác kích thước vượt trội. Dao chuốt có các răng cắt thô, bán tinh và tinh, có khả năng hoàn thiện gia công bề mặt thô chỉ trong một lần cắt.
Đối với gia công doa lỗ bên trong, dụng cụ có thể được kéo hoặc đẩy xuyên qua phôi, hoặc phôi có thể được di chuyển trên dụng cụ cố định. Quá trình này yêu cầu một lỗ mồi để đưa mũi doa vào phôi.
Dao phay là một dụng cụ cắt có nhiều răng, hoạt động tương tự như đục, nhưng có đầu phẳng và sắc bén. Trong một số trường hợp, răng của dao phay được bố trí theo đường chéo để thực hiện các vết cắt xén, dẫn đến biến dạng trượt hoặc lệch.
Dao chuốt
Dao doa là một dụng cụ cắt có nhiều hàng răng, mỗi hàng lớn hơn hàng trước. Thiết kế này cho phép dao doa tạo ra cả những đường cắt đơn giản và phức tạp một cách nhanh chóng và chính xác. Trong suốt quá trình doa, mỗi lần dao doa di chuyển sẽ loại bỏ một lớp vật liệu mỏng dọc theo chiều dài của phôi.
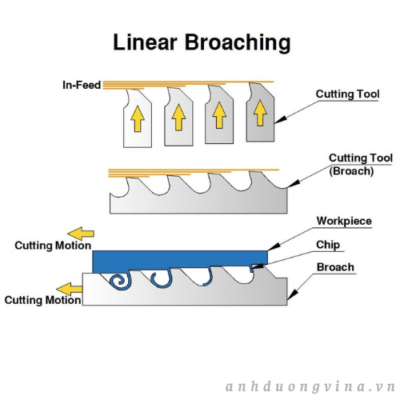
Chuốt tuyến tính
Trong số các kỹ thuật doa khác nhau, doa tuyến tính là kỹ thuật được sử dụng rộng rãi nhất. Trong quá trình này, dụng cụ di chuyển theo đường thẳng trên bề mặt phôi, tạo ra các vết cắt khi di chuyển đến cuối. Sơ đồ minh họa một ví dụ về doa tuyến tính.
Gia công chuốt kéo
Trong phương pháp doa kéo, dao doa được kéo xuyên qua phôi đang đứng yên. Phương pháp này sử dụng các dao doa dài được trang bị đầu chuyên dụng, và lực căng sinh ra trong quá trình kéo giúp tăng hiệu quả của dao doa. Mặc dù doa kéo chủ yếu được sử dụng để doa bên trong hoặc bên trong phôi, nó cũng có thể được áp dụng cho doa bề mặt. Các dao doa này có nhiều răng, cho phép thực hiện các thao tác cắt kéo dài.
Gia công bằng phương pháp kéo có thể được thực hiện theo chiều dọc (lên hoặc xuống) hoặc chiều ngang, xuyên qua hoặc cắt ngang phôi. Phương pháp này thường được sử dụng để tạo bề mặt phẳng trên thân xi lanh và đầu xi lanh ô tô.
Gia công chuốt đẩy
Dao doa đẩy có chiều dài ngắn hơn để chịu được lực nén tác động trong quá trình doa. Nó thường có ít răng hơn, dễ bị cong hoặc gãy hơn dưới các lực này. Doa đẩy thích hợp để tạo ra các vết cắt ngắn, lý tưởng cho việc sản xuất các chi tiết nhỏ.
Các dụng cụ doa đẩy thường được sử dụng để doa bề mặt, và khi được sử dụng cho mục đích này, chúng được gọi cụ thể là dụng cụ doa bề mặt.
Chuốt pot
Gia công bằng phương pháp doa hình trụ được sử dụng cho các chi tiết hình trụ và có giá đỡ dụng cụ hình trụ. Trong phương pháp này, dụng cụ vẫn đứng yên trong khi chi tiết được đẩy hoặc kéo xuyên qua nó. Gia công bằng phương pháp doa hình trụ tạo ra vết cắt ngược so với gia công doa bên trong và được sử dụng kết hợp với các phương pháp gia công khác hoặc độc lập. Dụng cụ dùng cho gia công doa hình trụ cực kỳ phức tạp và đòi hỏi một đồ gá đặc biệt; điều này khiến phương pháp này ít được sử dụng.

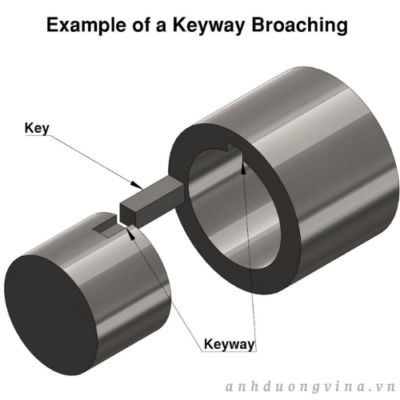
Gia công rãnh then
Gia công rãnh then, còn được gọi là gia công rãnh tròn, được sử dụng để tạo ra các rãnh then tròn, trơn hoặc không đều và các dạng răng xoắn ốc. Nó thường được sử dụng để chế tạo trục, bánh răng và các bộ phận cơ khí khác ăn khớp với nhau. Hình thức gia công phổ biến này bao gồm việc sử dụng một mũi khoan để tạo ra một loạt các gờ hoặc răng xung quanh chu vi của một lỗ đã được cắt sẵn. Gia công rãnh then là một phương pháp hiệu quả để tạo ra các rãnh then răng cưa, thẳng và hình xoắn ốc.
Trong ngành công nghiệp ô tô, gia công rãnh then là rất cần thiết để sản xuất các bộ phận hộp số và trục truyền động. Các rãnh được tạo ra trên then răng cho phép truyền mô-men xoắn hiệu quả bằng cách khớp các bộ phận riêng biệt.
Chuốt mù
Gia công rãnh mù là quá trình gia công mà trong đó dụng cụ không xuyên hoàn toàn qua chi tiết, nghĩa là dụng cụ chỉ gia công vào một khoang kín. Quá trình gia công rãnh mù được sử dụng trên các chi tiết được thiết kế không có đường xuyên suốt. Trong trường hợp rãnh then, chúng có thể được thiết kế để gia công rãnh mù khi dụng cụ dừng lại ở giữa lỗ khoan.

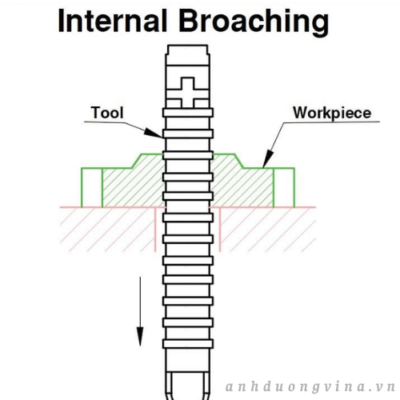
Gia công rãnh bên trong
Với phương pháp doa lỗ bên trong , vật liệu được loại bỏ từ bên trong hoặc bề mặt bên trong của phôi; quá trình này được gọi là doa lỗ. Trước khi bắt đầu quá trình doa lỗ bên trong, một lỗ mồi được khoan vào phôi; quá trình này được gọi là chuẩn bị phôi. Doa lỗ bên trong được sử dụng để mở rộng, làm rộng và thay đổi kích thước lỗ.
Dao doa lỗ bên trong có các răng với kích thước tăng dần, đảm bảo chất lượng hoàn thiện cao cho phôi. Quá trình doa lỗ bên trong thường được thực hiện bằng máy móc tự động, chẳng hạn như máy CNC, cho phép tạo lỗ nhanh chóng và hiệu quả. Phương pháp này có thể được thực hiện bằng quy trình doa đẩy hoặc doa kéo. Dao doa lỗ bên trong được phân loại thành các loại như doa tròn và doa răng.
Gia công rãnh ngoài
Gia công bằng phương pháp doa ngoài, còn được gọi là doa bề mặt, bao gồm việc loại bỏ vật liệu từ bên ngoài phôi. Tương tự như các dụng cụ doa trong, dụng cụ doa ngoài có các răng với kích thước tăng dần. Quá trình này sử dụng một cần dẫn hướng với một bộ phận giữ mũi doa, lực cắt được truyền đến cần dẫn hướng dọc theo chiều dài của mũi doa.
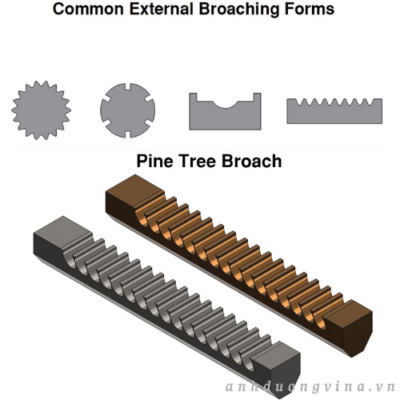
Dao doa ngoài được sử dụng để tạo ra các bề mặt phẳng và có hình dạng phức tạp. Trong gia công bề mặt phẳng, dụng cụ di chuyển trên phôi để đạt được độ hoàn thiện bề mặt cụ thể. Mặt khác, gia công bề mặt có hình dạng phức tạp được sử dụng để tạo ra nhiều đường cong và hình dạng khác nhau, bao gồm các cạnh răng cưa, các rãnh góc cạnh, biên dạng bánh răng, các rãnh hình cây thông, các rãnh máy nén và các rãnh then.
Các thuật ngữ chính trong thiết kế dao chuốt là gì?
Hiệu quả của quá trình chuốt phụ thuộc lớn vào thiết kế của dao chuốt. Một dao chuốt được thiết kế tốt sẽ giảm thiểu các vấn đề như lệch hướng (drift), uốn cong (deflection) và gãy vỡ, đồng thời nâng cao hiệu suất cắt. Thiết kế dao chuốt là một lĩnh vực chuyên sâu trong kỹ thuật sản xuất, bao gồm phân tích, lập kế hoạch, thiết kế, sản xuất và ứng dụng các dụng cụ này.
Một yếu tố quan trọng của dao chuốt là “rise per tooth” (lượng nâng mỗi răng), chỉ lượng vật liệu mà mỗi răng loại bỏ trong mỗi lần đi qua. Dao chuốt thường được chia thành các phần: làm thô (roughing), bán tinh (semi-finishing) và tinh (finishing), và có thể được sử dụng cho nhiều loại định hình khác nhau, bao gồm chuốt trong, chuốt ngoài, chuốt bề mặt hoặc chuốt ngoại vi.
Các thiết kế dao chuốt bề mặt
Slab Chuốt slab là một trong những phương pháp chuốt đơn giản nhất, chủ yếu dùng để cắt bề mặt phẳng. Quá trình này thường được sử dụng để tạo ra các đầu vuông, sau đó có thể làm nền tảng cho các hoạt động chuốt tiếp theo.
Slot Chuốt slot dùng để tạo các rãnh có độ sâu và chiều rộng khác nhau trên phôi. Phương pháp này thường được ưu tiên trong môi trường sản xuất hàng loạt nhờ hiệu quả cao và chi phí thấp hơn so với phay.
Nibbling Dao chuốt nibbling (hoặc egress broaches) có các răng làm thô hẹp được đặt ở góc so với đường tâm, cùng với các răng toàn chiều rộng dành cho cắt bán tinh.
Contour Dao chuốt contour dùng để cắt các bề mặt lõm, lồi, dạng cam và bề mặt không đều với độ chính xác cao và dung sai vượt trội.
Pine Tree Dao chuốt dovetail hoặc pine tree (cây thông) được sử dụng để tạo hình dạng trên bánh xe nén (compressor wheels) nhằm cố định cánh quạt trong đĩa tuabin. Loại chuốt này thường yêu cầu nhiều lần đi qua do tính phức tạp của phôi và chi tiết của các hình dạng.
Gia công rãnh bên trong
Gia công bằng phương pháp doa lỗ bên trong có hai loại chính: doa quay và doa đứng. Cả hai đều được thiết kế để mở rộng các lỗ bên trong phôi. Tất cả các quy trình doa lỗ bên trong đều yêu cầu một lỗ mồi ban đầu, được gọi là chuẩn bị phôi. Doa đứng có thể được thực hiện bằng phương pháp đẩy hoặc kéo, trong khi doa quay lý tưởng để tạo ra các lỗ không đối xứng trong một lần gia công.
Các mũi khoan bên trong được gắn trên thân và cố định bằng kẹp vít có rãnh hình còi để tăng độ ổn định.
Khoan vỏ sò
Dao doa vỏ sò là dụng cụ đa năng được sử dụng cho các công đoạn gia công bán tinh, gia công thô và gia công tinh. Các bộ phận của dao doa vỏ sò có thể được thay thế hoặc mài sắc khi cần thiết. Đối với các công đoạn gia công tinh, dao doa vỏ sò mang lại độ chính xác vượt trội so với các dụng cụ doa dài hơn.

Gia công lỗ tròn
Gia công lỗ tròn là một trong những hình thức gia công lỗ bên trong đơn giản nhất. Dụng cụ này có một loạt răng được bố trí xung quanh chu vi của nó, được thiết kế đặc biệt để cắt cạnh ngoài của lỗ. Khi làm việc với các kim loại mềm, dễ uốn, máy gia công lỗ tròn có thể cần đến bộ phận bẻ phoi để kiểm soát việc loại bỏ phoi.
Gia công rãnh then
Dao doa rãnh then là một loại dao doa trong được sử dụng rộng rãi. Nó được thiết kế để cắt một rãnh bên trong lỗ của phôi và được dẫn hướng bởi một bộ phận gọi là sừng, đảm bảo định vị chính xác rãnh then.
Gia công rãnh bánh răng bên trong
Dao phay răng trong loại bỏ vật liệu một cách tỉ mỉ từ bề mặt bên trong của phôi để tạo ra biên dạng răng.
Khoan rãnh nòng súng
Dụng cụ doa nòng súng có chiều dài đặc biệt, được thiết kế để chạy dọc toàn bộ chiều dài của nòng súng. Nó có các răng rất nhỏ, vì các rãnh trong nòng súng chỉ sâu vài phần nghìn inch. Dụng cụ doa được kéo xuyên qua nòng súng trong khi xoay, tạo ra hoa văn xoắn ốc trong nòng súng.

Gia công rãnh đồng tâm
Đối với việc gia công rãnh then, việc duy trì độ đồng tâm của đường kính bước then là rất quan trọng. Dao doa đồng tâm được thiết kế như một dụng cụ hoàn thiện toàn diện, có cả răng tròn và răng then giúp tinh chỉnh đường kính và biên dạng then.
Cắt và gia công lại rãnh
Việc khoét rãnh then hoa trong các chi tiết thành mỏng có thể gặp khó khăn vì thành có thể giãn nở trong quá trình khoét và sau đó trở lại hình dạng ban đầu. Để giải quyết vấn đề này, dao khoét cắt và cắt lại bao gồm một vùng giảm áp phía sau để tránh biến dạng thành. Công cụ ban đầu thực hiện việc cắt rãnh then hoa, và một công cụ tiếp theo sẽ tinh chỉnh vùng cắt.
Gia công vuông
Dao doa vuông được sử dụng để chỉnh sửa, mở rộng và hoàn thiện các lỗ không đều. Chúng được thiết kế để chuyển đổi một lỗ tròn thành hình vuông bằng cách sử dụng một giá đỡ dao doa xoay, định vị dao doa sao cho chỉ một góc được cắt tại một thời điểm. Những dao doa này tạo ra các lỗ vuông để phù hợp với các trục vuông, và các lỗ có thể là lỗ kín hoặc lỗ xuyên suốt.
Thuật ngữ thăm dò
Dao phay rãnh được sử dụng để loại bỏ vật liệu khỏi phôi bằng dụng cụ cắt nhiều răng, trong đó mỗi hàng răng cao hơn hàng trước đó. Dao phay rãnh thường có ba phần chính: phay thô, phay bán tinh và phay tinh.
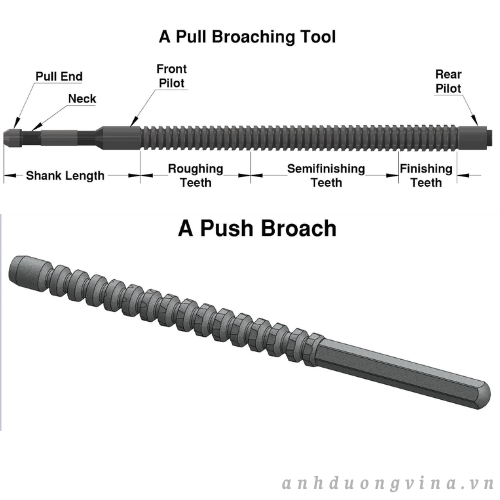
Thuật ngữ dùng cho dụng cụ doa kiểu kéo
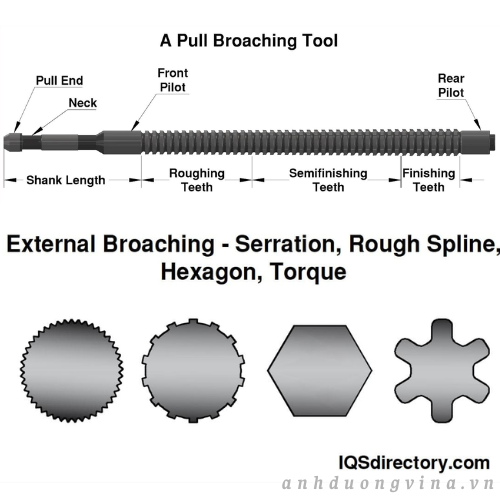
Kéo đầu
Đầu kéo gắn mũi doa vào cơ cấu kéo trên máy doa.
Chân
Phần thân (shank) là phần từ cầu nối đến đường kính chân vịt, được giữ và kéo vào máy. Chiều dài từ đầu kéo đến đường kính chân vịt được gọi là chiều dài thân (shank length).
Phi công phía trước
Như tên gọi cho thấy, bộ phận dẫn hướng phía trước đảm bảo mũi doa được đặt chính giữa lỗ cần doa.
Răng thô
Nằm ở phía trước của mũi doa, những răng này tạo ra sự tiếp xúc ban đầu với phôi.
Răng bán thành phẩm
Sau các răng cưa thô, các răng cưa bán tinh nhỏ hơn và loại bỏ ít vật liệu hơn khỏi phôi.
Răng hoàn thiện
Các răng định hình cuối cùng có kích thước đồng đều và có nhiệm vụ tinh chỉnh phôi để đạt được kích thước và hình dạng cuối cùng theo yêu cầu.
Phi công phía sau
Bộ phận dẫn hướng phía sau giúp ổn định và căn chỉnh mũi doa trong quá trình hoạt động.
Người theo dõi cuối
Đầu dẫn hướng có chức năng tương tự như đầu dẫn hướng phía sau, hỗ trợ các bộ phận của dụng cụ.
Dụng cụ doa kiểu đẩy
Dao doa kiểu đẩy được thiết kế ngắn hơn và chịu được lực nén khi tiến sâu vào phôi. Răng của dao doa kiểu đẩy nhỏ hơn và ít bị gãy hoặc cong hơn so với dao doa kiểu kéo.
Các bộ phận của dụng cụ doa đẩy tương tự như các bộ phận của dụng cụ doa kéo.
Thuật ngữ dùng cho dụng cụ doa lỗ bên ngoài
Gia công bằng phương pháp doa ngoài hoặc doa bề mặt bao gồm việc loại bỏ vật liệu khỏi bề mặt ngoài của phôi. Tương tự như các loại doa kéo và doa đẩy, răng của dụng cụ doa ngoài tăng dần theo cấp số nhân.
Đất
Vùng đất này nằm ở đáy răng, có chức năng nâng đỡ cạnh cắt.
Cào
Trong quá trình gia công bằng phương pháp doa, lưỡi gạt giúp định hướng các mảnh vụn sinh ra từ hoạt động cắt.
Sân bóng đá
Bước răng là khoảng cách giữa các cạnh cắt liền kề trên răng của dao doa.
Góc thông thủy
Góc thoát phôi là góc tạo thành giữa bề mặt tiếp xúc với phôi và trục ngang, được thiết kế để giảm thiểu ma sát giữa các răng cưa và phôi gia công. Điều này đảm bảo chỉ có các cạnh cắt tiếp xúc với phôi.
Độ sâu
Độ sâu biểu thị kích thước chiều dọc của mỗi răng.
Bán kính họng
Bán kính rãnh khương tuyến là khoảng không gian cong giữa hai răng, cho phép phoi vụn thoát ra ngoài sau khi được tạo hình.
Chipbreaker
Các rãnh thoát phoi là những chi tiết có khía được thiết kế để ngăn ngừa sự tích tụ phoi và tạo điều kiện thuận lợi cho việc loại bỏ phoi. Chúng được mài vào các răng cắt thô và bán tinh song song với trục của dụng cụ, được bố trí so le để theo sát các răng cắt. Các rãnh thoát phoi rất quan trọng trong các dụng cụ doa tròn để ngăn ngừa sự hình thành phoi hình vòng.
Giảm đau bên hông
Khi gia công rãnh bằng phương pháp doa, dụng cụ bị giới hạn bởi rãnh và phải mang phoi dọc theo chiều dài của nó. Góc giảm ma sát bên được tạo ra trên các răng để giảm mài mòn do cọ xát vào thành rãnh và để duy trì diện tích cạnh cắt nhỏ.
Các ứng dụng phổ biến của phương pháp chuốt là gì?
Mặc dù gia công bằng phương pháp chuốt là một kỹ thuật gia công lâu đời, nó vẫn là một yếu tố quan trọng trong các quy trình công nghiệp hiện đại. Ngày nay, chuốt là một phần không thể thiếu trong sản xuất các chi tiết chính xác như đai ốc, bu lông và bánh răng được sử dụng trong ngành hàng không vũ trụ và ô tô, nhờ khả năng tạo ra các chi tiết có độ chính xác cao với dung sai chặt chẽ.
Gia công bằng phương pháp chuốt (broaching) chủ yếu được sử dụng trong sản xuất hàng loạt, nơi yêu cầu các đường cắt chính xác, lặp đi lặp lại và phức tạp. Phương pháp này phù hợp với nhiều loại vật liệu khác nhau, trong đó kim loại lý tưởng cho gia công bằng phương pháp chuốt thường có độ cứng Rockwell C từ 26 đến 28.
Các kỹ thuật doa khác nhau được thiết kế để đáp ứng nhu cầu ứng dụng cụ thể. Gia công doa rất hiệu quả trong các ứng dụng đòi hỏi cắt song song và nhiều bề mặt, xử lý nhanh, tự động hóa, sản xuất quy mô lớn và làm việc với các vật liệu cứng.
Gia công bằng phương pháp chuốt có thể thay thế nhiều quy trình tạo hình kim loại khác nhau, mang lại hiệu quả về thời gian và giảm thiểu việc sử dụng dụng cụ. Phương pháp này hiệu quả trên nhiều loại vật liệu, bao gồm cả các kim loại mềm như nhôm, hợp kim đồng, đồng thau, một số loại nhựa, gỗ và thép tầm trung. Mặc dù có thể gia công bằng phương pháp chuốt đối với các vật liệu rất cứng như titan, nhưng quá trình này có xu hướng làm cùn dụng cụ chuốt nhanh chóng do độ cứng của kim loại.
Một số ví dụ về các bộ phận được sản xuất bằng phương pháp doa cho hộp số ô tô bao gồm:
Một bánh răng dùng để định vị các đĩa ly hợp:

Đây là một ví dụ về chi tiết hộp số được sản xuất bằng phương pháp gia công đẩy, trong đó các rãnh và răng được cắt trong một lần duy nhất.
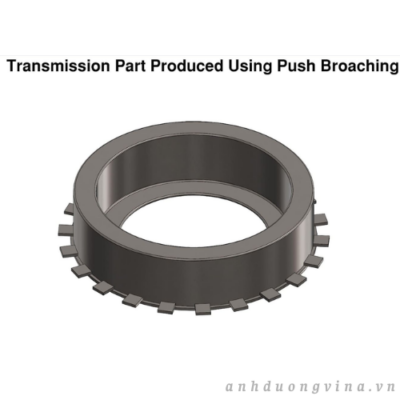
Hình ảnh chi tiết bên dưới minh họa quá trình gia công bằng phương pháp doa lỗ cho một cơ cấu truyền động, trong đó việc kiểm soát tỉ mỉ là điều cần thiết để đạt được dung sai chính xác.

Dưới đây là một ví dụ về kỹ thuật doa lỗ bên trong được sử dụng để tạo ra các bánh răng truyền động với nhiều kích cỡ và rãnh then hình xoắn ốc khác nhau.

Mặc dù gia công bằng phương pháp chuốt rất linh hoạt và hiệu quả cho nhiều nhiệm vụ gia công khác nhau, nhưng cần phải xem xét một số yếu tố trước khi lựa chọn quy trình này.
Trước tiên, bề mặt phôi cần được căn chỉnh song song với chuyển động của dụng cụ doa. Bất kỳ khuyết điểm, vật cản hoặc sự không đều nào trên bề mặt đều có thể cản trở quá trình doa, vì nó dựa trên chuyển động cắt liên tục, một chiều.
Thông thường, phương pháp doa không thích hợp để tạo nhiều đường viền, đường cong hoặc góc cạnh trên các mặt phẳng khác nhau trong một lần gia công, ngoại trừ các ứng dụng chuyên biệt như răng bánh răng xoắn ốc.
Ngoài ra, vật liệu được gia công bằng phương pháp doa phải có khả năng chịu được các lực tác động trong quá trình này. Các chi tiết có thành mỏng hoặc tiết diện nhỏ dễ vỡ có thể không phù hợp để gia công bằng phương pháp doa do tính dễ vỡ của chúng.
Vật liệu doa
Gia công bằng phương pháp chuốt (broaching) cho kết quả tốt nhất với các vật liệu mềm hơn, dẻo hơn và dễ uốn. Mặc dù một số loại thép có độ bền kéo cao và các kim loại cứng khác cũng có thể được gia công bằng phương pháp chuốt, nhưng tính phù hợp của vật liệu phụ thuộc vào thiết bị, dụng cụ và phương pháp được sử dụng trong quá trình này.
Thép là vật liệu được gia công bằng phương pháp doa lỗ phổ biến nhất do tính linh hoạt của nó trong nhiều ứng dụng khác nhau. Mác thép cụ thể đóng vai trò quan trọng trong việc xác định tính phù hợp của nó cho quá trình doa lỗ.

Vật liệu được sử dụng trong quá trình doa
Dưới đây là tổng quan ngắn gọn về các vật liệu thường được sử dụng trong gia công bằng phương pháp chuốt. Nhiều loại nhựa, hợp kim đồng và các vật liệu khác cũng được gia công bằng kỹ thuật này. Các dụng cụ chuốt có thể được thiết kế và chế tạo đặc biệt để đáp ứng các yêu cầu cụ thể của các vật liệu khác nhau, đảm bảo đáp ứng được nhu cầu của bất kỳ ứng dụng nào.
- Thau
- Nhôm
- Titan
- Thép không gỉ
- Thép hợp kim
- Thép cacbon cán nguội 12L14
- Nhựa
- Gang đúc
Phần kết luận
- Gia công bằng dao bào là một quy trình gia công trong đó một dụng cụ có răng sắc bén, được tôi cứng sẽ loại bỏ vật liệu khỏi phôi một cách nhất quán, liên tục và chính xác.
- Quy trình doa lỗ sẽ khác nhau tùy thuộc vào phần của phôi cần được doa hoặc cắt.
- Quá trình gia công bằng phương pháp chuốt tạo ra các chi tiết có bề mặt hoàn thiện vượt trội và độ chính xác về kích thước.
- Mặc dù gia công bằng phương pháp chuốt là một hình thức gia công cổ xưa, nó đã trở thành một phần quan trọng trong nhiều hoạt động công nghiệp.
- Yếu tố then chốt trong gia công bằng dao doa nằm ở thiết kế của dụng cụ doa. Một dụng cụ được thiết kế đúng cách có thể giảm thiểu khả năng lệch hướng, biến dạng và gãy vỡ, đồng thời mang lại hiệu quả cao trong quá trình cắt gọt.