Nhôm anod hóa: Các loại, công dụng, đặc điểm và lợi ích
Giới thiệu
Bài viết này sẽ đi sâu vào tìm hiểu về nhôm anot hóa.
Hãy đọc tiếp và tìm hiểu thêm về:
- Nhôm anot hóa là gì?
- Quy trình anot hóa nhôm
- Các loại lớp phủ anod hóa nhôm
- Và còn nhiều hơn thế nữa…
Nhôm anot hóa là gì?
Nhôm anod hóa là nhôm đã trải qua quá trình xử lý anod hóa để tạo ra bề mặt có độ bền vượt trội, khả năng chống ăn mòn và tính thẩm mỹ cao. Quá trình này bao gồm xử lý điện hóa trong một loạt các bể chứa, tạo ra một lớp anod trực tiếp trên bề mặt nhôm. Lớp này gắn liền với nhôm, ngăn ngừa các vấn đề như sứt mẻ, bong tróc hoặc nứt vỡ. Nhôm anod hóa bền hơn khoảng ba lần so với nhôm chưa qua xử lý và nhẹ hơn đáng kể so với thép không gỉ và đồng.
Quá trình anot hóa tạo ra một lớp oxit nhôm bền chắc, liên kết chặt chẽ với kim loại nền, giúp tăng cường đáng kể độ cứng và độ bền. Lớp này có cấu trúc xốp, cho phép phủ các loại thuốc nhuộm, sơn, chất bôi trơn và chất kết dính. Quá trình xử lý này cũng giúp tăng cường khả năng chống ăn mòn và mài mòn của nhôm, cho phép nó chịu được các điều kiện môi trường khắc nghiệt.

Quá trình anot hóa tạo ra một lớp oxit nhôm bền chắc, hoàn toàn liên kết với vật liệu nhôm nền, tăng cường độ cứng và độ bền của nó. Lớp anot này có khả năng chống sứt mẻ, bong tróc, trầy xước và nứt vỡ vì nó liên kết hóa học với nhôm chứ không phải là một lớp phủ bề mặt. Cấu trúc xốp của lớp này cho phép nó hấp thụ thuốc nhuộm, sơn, chất bôi trơn và chất kết dính, đồng thời cung cấp khả năng bảo vệ vượt trội chống ăn mòn và phong hóa, làm cho nó phù hợp với môi trường khắc nghiệt.
Một trong những ưu điểm của quá trình anot hóa là nó không ảnh hưởng đến khả năng tái chế của nhôm. Thêm vào đó, quy trình này được coi là thân thiện với môi trường hơn so với các phương pháp mạ điện và sơn.
Các chi tiết nhôm anod hóa có bề mặt bóng mượt, giúp tăng tính thẩm mỹ. Quá trình anod hóa cũng cho phép tạo ra màu sắc tươi sáng và bền lâu, với lớp màng phủ có khả năng chống phai màu cao. Điều này làm cho nhôm anod hóa trở thành lựa chọn phổ biến cho các ứng dụng trang trí và kiến trúc.
Quy trình anot hóa nhôm bao gồm những gì?
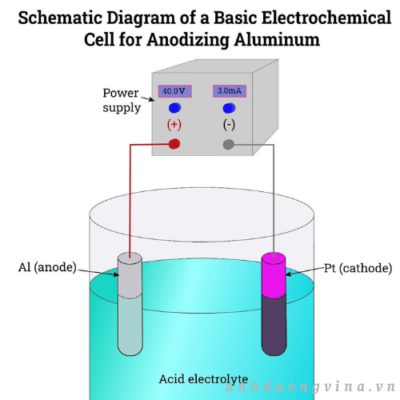
Anod hóa là một kỹ thuật thụ động hóa điện phân giúp tăng độ dày của lớp oxit tự nhiên trên bề mặt nhôm. Quá trình này tạo ra một lớp màng bền chắc, ổn định, cải thiện khả năng chống ăn mòn vốn có của nhôm. Quá trình anod hóa bao gồm việc nhúng các chi tiết nhôm vào dung dịch điện phân có tính axit và sử dụng dòng điện một chiều (DC) để thúc đẩy quá trình oxy hóa.
Trong quá trình anot hóa, các bộ phận bằng nhôm đóng vai trò là cực dương, trong khi cực âm, thường được làm từ các vật liệu như bạch kim, thép không gỉ, chì hoặc carbon, hoàn thành mạch điện. Khi điện áp được đặt vào, bộ phận bằng nhôm giải phóng các ion dương và hút các ion âm, dẫn đến sự hình thành một lớp oxit nhôm bảo vệ trên bề mặt của nó.
Quá trình anot hóa thường được áp dụng cho nhôm, nhưng cũng có thể được sử dụng trên các kim loại màu khác như magie, kẽm và titan, cũng như một số loại nhựa dẫn điện. Nó không phù hợp với các kim loại đen như thép cacbon, vì các vật liệu này có xu hướng tạo thành oxit sắt hoặc gỉ sét thay vì một lớp màng ổn định, chống ăn mòn.
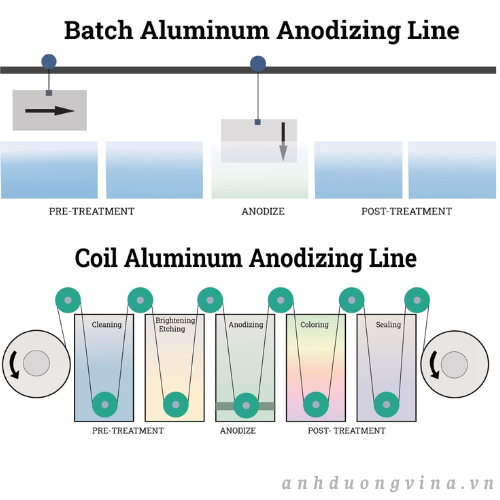
Quá trình anot hóa có thể được thực hiện bằng phương pháp anot hóa theo mẻ hoặc anot hóa liên tục . Trong phương pháp anot hóa theo mẻ, các vật phẩm được sắp xếp trên giá đỡ và nhúng vào một chuỗi các bể chứa. Sau khi xử lý, các vật phẩm được lấy ra theo nhóm. Phương pháp này thường được sử dụng cho dụng cụ nấu ăn, vật đúc và các bộ phận đã được uốn cong hoặc gia công. Anot hóa liên tục bao gồm việc cuộn vật liệu đã được cán sẵn và di chuyển liên tục qua các bước anot hóa. Sau khi quá trình hoàn tất, vật liệu được cuộn lại và vận chuyển đi. Phương pháp này phù hợp với các vật phẩm ít bị biến dạng, chẳng hạn như dây, tấm, lá và màng mỏng.
Quá trình anot hóa nhôm bao gồm bốn giai đoạn chính:
Chuẩn bị trước điều trị
Giai đoạn tiền xử lý rất quan trọng vì nó ảnh hưởng đáng kể đến chất lượng và hình thức cuối cùng của bề mặt được anot hóa. Giai đoạn này bao gồm việc loại bỏ các chất gây ô nhiễm như bụi bẩn và dầu mỡ khỏi nhôm thô, những chất có thể cản trở quá trình anot hóa, cũng như xử lý các khuyết điểm nhỏ trên bề mặt. Ngoài ra, bất kỳ quy trình gia công cần thiết nào, bao gồm khoan, cắt và hàn, cũng nên được hoàn thành trước giai đoạn này.
Quá trình xử lý trước khi anod hóa có thể bao gồm các phương pháp hóa học hoặc cơ học:
Xử lý sơ bộ bằng hóa chất
Quá trình tiền xử lý hóa học sử dụng nhiều dung dịch hóa học khác nhau để làm sạch bề mặt nhôm. Chất tẩy rửa axit hoặc kiềm được sử dụng để loại bỏ bụi bẩn và dầu mỡ, trong khi chất khử oxy hóa xử lý các oxit bề mặt và xử lý nhiệt các lớp vảy. Sau đó, một quy trình khắc hoặc làm sáng được áp dụng để thay đổi kết cấu bề mặt, tạo ra một lớp hoàn thiện độc đáo:
-
Bước khắc axit tạo ra bề mặt mờ hoặc nhám. Bước này loại bỏ một lớp đồng nhất khỏi bề mặt chi tiết nhôm, do đó làm giảm các khuyết tật nhỏ trên bề mặt. Quá trình khắc axit được thực hiện bằng cách nhúng các chi tiết vào dung dịch natri hydroxit hoặc natri triphosphat nóng (khắc axit kiềm) hoặc dung dịch amoni bicua ( khắc axit ).
-
Bước làm sáng tạo ra bề mặt sáng bóng như gương. Các đỉnh và khuyết điểm siêu nhỏ trên bề mặt chi tiết nhôm được làm phẳng và làm mịn trong bước này. Do đó, độ nhám được giảm bớt, tạo ra bề mặt có độ phản chiếu cao. Quá trình làm sáng được thực hiện bằng cách ngâm các chi tiết trong dung dịch axit photphoric hoặc axit nitric. Các chất phụ gia được trộn vào dung dịch axit để tăng cường khả năng làm sáng và giảm khói độc hại.
Xử lý sơ bộ bằng cơ học
Xử lý sơ bộ bằng cơ học bao gồm các kỹ thuật như đánh bóng bằng chất mài mòn, phun cát và bắn bi để chuẩn bị bề mặt nhôm. Phun cát và bắn bi giúp tăng cường khả năng chống mỏi, độ cứng và độ bám dính của lớp phủ. Độ bám dính lớp phủ tốt là rất quan trọng đối với độ bền và hiệu quả của lớp phủ anod hóa.
Điện phân
Quá trình anot hóa tập trung vào điện phân. Trong giai đoạn này, chi tiết nhôm được nhúng vào bể điện phân chứa đầy các ion mang điện tích dương và âm. Chi tiết nhôm được nối với cực dương của nguồn điện một chiều, trong khi cực âm được nối với cực âm. Khi dòng điện một chiều được cấp vào, chi tiết nhôm sẽ tích điện dương do các electron bị hút ra khỏi bề mặt của nó. Các electron này sau đó di chuyển qua chất điện phân đến cực âm, nơi chúng phản ứng với các ion hydro để tạo ra khí hydro. Đồng thời, các cation nhôm trên bề mặt phản ứng với nước để tạo thành lớp oxit nhôm (Al₂O₃ ) . Các phản ứng hóa học tổng thể liên quan có thể được tóm tắt như sau:
| Phản ứng hóa học | |
|---|---|
| Các phản ứng tại cực dương | Al → Al 3+ + 3e 2Al 3+ + 3O 2- → Al 2 O 3 2Al 3+ + 3OH → Al 2 O 3 + 3H + |
| Các phản ứng tại cực dương | 2H⁺ + 2e⁻ → H₂ (g) |
| Phản ứng tổng thể | 2Al + 3H 2 O → Al 2 O 3 + 6H + 6e – |
Trong giai đoạn điện phân, hai loại màng oxit khác nhau có thể hình thành, tùy thuộc vào thành phần hóa học của dung dịch điện phân:
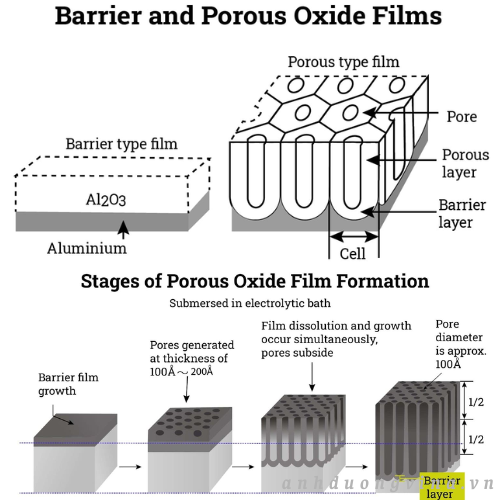
Màng oxit chắn
Một lớp màng oxit chắn hình thành trên bề mặt chi tiết khi quá trình anot hóa diễn ra trong dung dịch trung tính, chẳng hạn như dung dịch amoni borat, phosphat hoặc tartrat, nơi oxit nhôm không tan. Loại màng này bền chắc, không phản ứng với dung dịch và bảo vệ lớp nhôm bên dưới khỏi các tác nhân môi trường. Độ dày của lớp màng oxit chắn bị ảnh hưởng bởi điện áp đặt giữa cực dương và cực âm. Tuy nhiên, có một giới hạn về điện áp có thể đặt vào trước khi các phản ứng phụ, chẳng hạn như phát tia lửa điện, oxy hóa chất tan và giải phóng oxy, bắt đầu xảy ra.
Màng oxit xốp
Một lớp màng oxit xốp hình thành trên bề mặt khi quá trình anot hóa diễn ra trong dung dịch axit loãng, thường có nồng độ axit khoảng 10%. Axit sulfuric là chất điện phân axit thường được sử dụng, mặc dù các lựa chọn khác như axit phosphoric, axit oxalic, axit cromic và hỗn hợp các axit vô cơ và hữu cơ cũng được sử dụng. Dung dịch axit có thể duy trì nồng độ Al₂O₃ cao . .
Trong quá trình anot hóa, phản ứng ở cực dương dẫn đến sự hình thành một lớp màng chắn oxit nhôm. Khi dòng điện chạy qua phần nhôm, nó có xu hướng tập trung vào các vùng yếu hơn và dễ phản ứng hơn trên bề mặt, dẫn đến cấu trúc xốp hoặc dạng tế bào cao. Oxit nhôm hình thành trong các lỗ xốp này sẽ bị hòa tan vào dung dịch axit.
Độ dày của lớp màng oxit xốp này tỷ lệ thuận với thời gian điện phân và điện áp đặt vào; thời gian điện phân càng lâu và điện áp càng cao sẽ tạo ra lớp màng dày hơn với cấu trúc dạng cột rõ rệt hơn. Ngoài ra, kích thước của các lỗ xốp còn bị ảnh hưởng bởi điện áp, nhiệt độ và nồng độ axit của dung dịch điện phân.
Theo tiêu chuẩn MIL-A-8625 về lớp phủ anot trên nhôm và hợp kim nhôm, có ba quy trình anot hóa nhôm chính. Mỗi quy trình tạo ra một tập hợp các đặc tính riêng biệt cho nhôm, được thiết kế riêng cho các ứng dụng và yêu cầu cụ thể.
Loại I – Anốt hóa bằng axit cromic
Phương pháp anod hóa loại I sử dụng axit cromic để tạo ra lớp oxit nhôm. Phương pháp này tạo ra một lớp màng oxit mỏng, dày khoảng 20-100 microinch, có khả năng chống ăn mòn hiệu quả khi được bịt kín đúng cách. Lớp màng này có tính chất điện môi và không dẫn điện, do đó thích hợp làm lớp sơn lót cho các ứng dụng sơn và chất kết dính. Anod hóa loại I lý tưởng cho các bộ phận có dung sai chặt chẽ vì nó ảnh hưởng tối thiểu đến kích thước của chi tiết.
Các chi tiết được anot hóa bằng phương pháp Loại I thể hiện đặc tính tạo hình tốt và có khả năng chịu được ứng suất và uốn cong cao. Chúng thường được sử dụng trong các ứng dụng hàng không vũ trụ và máy bay. Lớp màng thường có màu xám, ngay cả khi được nhuộm đen, do độ mỏng của nó hạn chế khả năng hấp thụ thuốc nhuộm.
Mặc dù có nhiều ưu điểm, quá trình anot hóa loại I vẫn gây ra những lo ngại về môi trường vì axit cromic độc hại và có khả năng gây ung thư. Các cơ sở thực hiện anot hóa loại I phải triển khai các hệ thống xử lý nước thải chuyên dụng để xử lý các sản phẩm phụ là axit cromic.

Loại II – Anốt hóa bằng axit sulfuric
Phương pháp anot hóa loại II là phương pháp anot hóa phổ biến nhất, sử dụng axit sulfuric làm chất điện phân thay vì axit cromic. Quá trình này tạo ra một lớp oxit xốp có khả năng hấp thụ hiệu quả thuốc nhuộm, sơn và chất kết dính, lý tưởng cho các ứng dụng trang trí. Lớp màng oxit được tạo ra bằng phương pháp anot hóa loại II dày hơn, từ 100 đến 1000 microinch, và vẫn giữ được các đặc tính cách điện và không dẫn điện.
Các chi tiết được xử lý bằng phương pháp anod hóa loại II có khả năng chống mài mòn và ăn mòn vượt trội so với các chi tiết được anod hóa loại I và nhìn chung cứng hơn. Những đặc tính này làm cho các linh kiện được anod hóa loại II phù hợp với nhiều ứng dụng, bao gồm các vật dụng trang trí, các yếu tố kiến trúc, thiết bị điện tử tiêu dùng, đồ dùng nhà bếp quân sự, vũ khí và các linh kiện quang học.
Quá trình anot hóa loại II cũng tiết kiệm chi phí hơn so với loại I do chi phí hóa chất thấp hơn, tiêu thụ năng lượng giảm và quy trình xử lý chất thải đơn giản hơn.

Loại III – Anốt hóa cứng
Quá trình anot hóa loại III, giống như loại II, sử dụng axit sulfuric làm chất điện phân. Tuy nhiên, nó hoạt động trong điều kiện khắc nghiệt hơn, bao gồm mật độ dòng điện cao hơn, điện áp tăng và nhiệt độ thấp hơn. Quá trình này tạo ra một lớp màng oxit dày hơn và xốp hơn đáng kể, có độ dày vượt quá 1000 microinch. Lớp phủ được tạo ra có độ cứng và độ bền vượt trội. Mặc dù vậy, anot hóa loại III có thể không lý tưởng cho các linh kiện có dung sai rất nhỏ do sự thay đổi kích thước nhỏ. Lớp màng thu được thường có màu tối và có thể được để nguyên hoặc nhuộm màu đen.
Được biết đến như là quá trình anot hóa lớp phủ cứng, loại III cung cấp khả năng chống mài mòn và hao mòn vượt trội cùng với khả năng cách điện tốt. Việc bổ sung PTFE có thể làm giảm hơn nữa hệ số ma sát, mang lại lợi thế cho các bộ phận thường xuyên chịu ứng suất ma sát. Mặc dù có khả năng chống ăn mòn tuyệt vời, nhưng độ dày lớp oxit tăng lên có thể ảnh hưởng đến khả năng chống mỏi của chi tiết.
Các linh kiện được anot hóa loại III thường được sử dụng trong các lĩnh vực đòi hỏi khắt khe như quân sự, hàng không vũ trụ và hàng không. Ứng dụng bao gồm các linh kiện trượt, thanh dẫn hướng tuyến tính, piston, van, bản lề, bánh răng, tấm cách nhiệt và phụ kiện máy nén khí.
Mặc dù quá trình anod hóa loại III thân thiện với môi trường giống như loại II, nhưng nó tốn kém hơn do yêu cầu các điều kiện xử lý nghiêm ngặt hơn.

Các loại quy trình anot hóa nhôm khác bao gồm:
Anốt hóa bằng axit boric-sulfuric
Quá trình anot hóa bằng axit boric-sulfuric (BSAA) là một giải pháp thay thế cho anot hóa loại I, giải quyết các vấn đề về môi trường và an toàn liên quan đến quy trình loại I. BSAA mang lại những lợi ích tương tự về độ bám dính của sơn, chất bôi trơn và chất kết dính, đồng thời có khả năng chống ăn mòn tốt. Nó phù hợp cho các bộ phận yêu cầu dung sai chặt chẽ và thường được sử dụng trong ngành hàng không vũ trụ và chế tạo máy bay.
Anốt hóa bằng axit photphoric
Anod hóa bằng axit photphoric (PAA), còn được gọi là Quy trình Boeing, là một phương pháp thay thế khác cho anod hóa Loại I, sử dụng axit photphoric để tạo ra màng oxit. Màng thu được từ PAA có cấu trúc bề mặt gồ ghề đặc trưng với các phần nhô ra và sợi nhỏ, giúp tăng cường khả năng bám dính. Các màng này cũng có khả năng chống ẩm tốt, làm cho PAA phù hợp để chuẩn bị bề mặt nhôm cho các ứng dụng sơn lót liên kết. PAA thường được sử dụng trong các quy trình liên kết keo dán cấu trúc.
Anốt hóa màng mỏng bằng axit sulfuric (Loại IIb)
Phương pháp anot hóa màng mỏng bằng axit sulfuric (TFSAA) sử dụng dung dịch điện phân gốc axit sulfuric với nồng độ thấp hơn so với phương pháp anot hóa loại II. Điều này dẫn đến lớp màng oxit mỏng hơn so với các phương pháp anot hóa loại II và loại III, giúp TFSAA trở thành một lựa chọn thay thế cho phương pháp anot hóa loại I.
Các chi tiết được xử lý bằng TFSAA có độ bền mỏi cao hơn do lớp màng oxit mỏng hơn, rất phù hợp cho các ứng dụng chịu tải trọng cao. Ngoài ra, các chi tiết này có thể dễ dàng nhuộm màu. Tuy nhiên, khả năng chống ăn mòn của chúng không mạnh bằng các chi tiết được anot hóa loại II và loại III.
Anốt hóa trong suốt
Quá trình anod hóa trong suốt bắt đầu bằng việc anod hóa bằng axit sulfuric và kết thúc bằng việc niêm phong chi tiết trong bể nước nóng. Phương pháp này tạo ra lớp hoàn thiện không màu, tạo nên một lớp trong suốt đồng nhất trên bề mặt nhôm, cải thiện tính thẩm mỹ. Thông thường, vật liệu được anod hóa không được nhuộm màu, và màu sắc của nó thay đổi tùy thuộc vào độ dày của lớp oxit. Anod hóa trong suốt thường được áp dụng cho các chi tiết trang trí ô tô, khung cửa sổ và cửa ra vào, lan can, tấm ốp tường, tấm ảnh và các cấu hình đùn.

Mạ Anốt Sáng Bóng
Anốt hóa nhúng sáng bóng bao gồm xử lý sơ bộ bằng hỗn hợp axit photphoric và sulfuric, tạo ra bề mặt bóng loáng và phản chiếu cao. Sau bước xử lý sơ bộ là quá trình anot hóa loại II. Chi tiết đã được anot hóa sau đó được nhúng vào dung dịch tạo màu trước khi lớp màng xốp được bịt kín. Kết quả cuối cùng phụ thuộc vào loại hợp kim nhôm. Tuy nhiên, anot hóa nhúng sáng bóng giúp nâng cao tính thẩm mỹ tổng thể của chi tiết.
Anốt hóa đen
Quá trình anot hóa đen bắt đầu bằng quy trình anot hóa thông thường, sau đó là phủ các chất nhuộm đen hữu cơ hoặc vô cơ lên bề mặt đã được anot hóa. Các chất nhuộm này được thiết kế đặc biệt để tạo màu cho các bộ phận bằng nhôm. Các chất nhuộm vô cơ, như sắt amoni oxalat, có độ bền màu vượt trội so với chất nhuộm hữu cơ, nghĩa là chúng có khả năng chống phai màu tốt hơn khi tiếp xúc với ánh sáng. Ngoài ra, lớp phủ anot hóa đen cũng có thể đạt được thông qua quá trình điện phân lắng đọng kim loại tạo màu.
Anốt hóa màu
Anốt hóa màu bao gồm bước anot hóa tiêu chuẩn, tiếp theo là nhúng nhuộm bằng thuốc nhuộm hữu cơ. Màu sắc của thuốc nhuộm hữu cơ đa dạng hơn so với thuốc nhuộm vô cơ. Anot hóa màu chủ yếu được sử dụng cho các ứng dụng thẩm mỹ. Tuy nhiên, thuốc nhuộm hữu cơ tạo ra lớp hoàn thiện kém bền màu hơn so với các bộ phận được anot hóa màu đen.
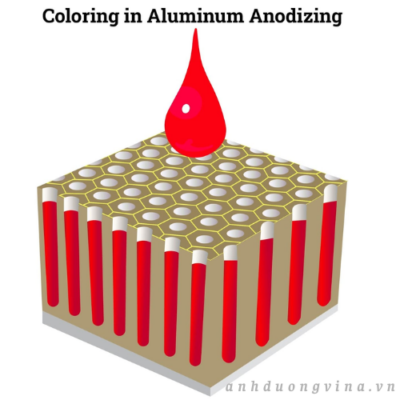
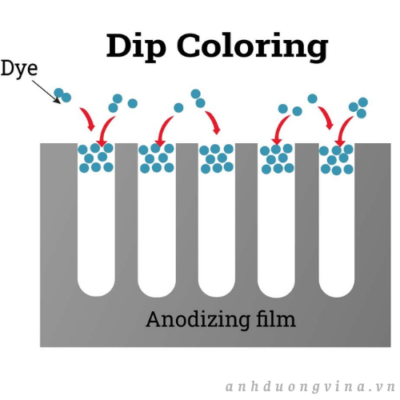
Tô màu
Trong giai đoạn nhuộm màu, thuốc nhuộm hoặc chất màu thấm vào lớp oxit nhôm xốp được tạo ra thông qua quá trình điện phân. Thuốc nhuộm sẽ hòa quyện với lớp màng oxit này. Lớp “phủ” của nhôm anot hóa rất bền và chống trầy xước. Đặc tính xốp cao của bề mặt giúp nó rất phù hợp cho việc hấp thụ thuốc nhuộm và chất màu.
Sau khi dung dịch anod hóa được rửa sạch hoàn toàn và chi tiết đã khô, quá trình tạo màu bắt đầu. Quá trình này có thể được thực hiện thông qua một số phương pháp:
Anốt hóa điện phân hai bước
Trong quy trình anot hóa điện phân hai bước, linh kiện được anot hóa trước tiên bằng phương pháp điện phân, sau đó được nhúng vào dung dịch chứa muối kim loại. Tiếp theo, dòng điện được cấp vào, làm cho các ion kim loại lắng đọng trong các lỗ rỗng của lớp oxit. Sự lắng đọng này tạo ra màu sắc độc đáo cho bề mặt được anot hóa. Các kim loại thường được sử dụng để tạo màu bao gồm coban, thiếc, đồng và niken. Màu sắc cuối cùng và chất lượng của nó phụ thuộc vào cả loại kim loại được sử dụng và nồng độ các chất lắng đọng kim loại trong các lỗ rỗng.
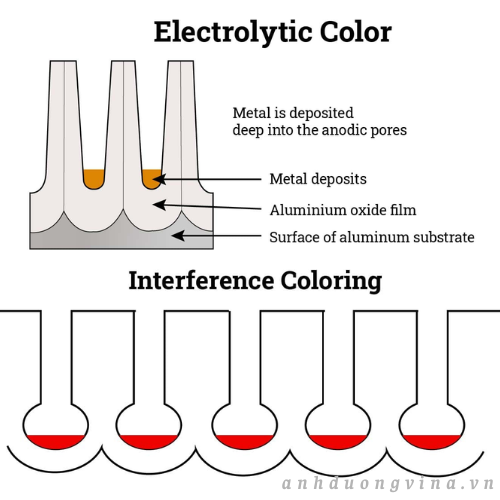
Màu giao thoa
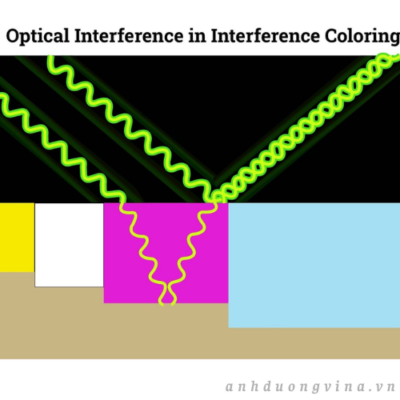
Kỹ thuật tạo màu bằng giao thoa liên quan đến việc mở rộng đáy của các lỗ xốp trên màng oxit để cho phép lắng đọng nhiều ion kim loại hơn thông qua điện phân. Kỹ thuật này tạo ra các màu bền với ánh sáng, chẳng hạn như xanh lam, xanh lục, vàng và đỏ, được tạo ra thông qua sự giao thoa quang học của các sóng ánh sáng nhìn thấy được.
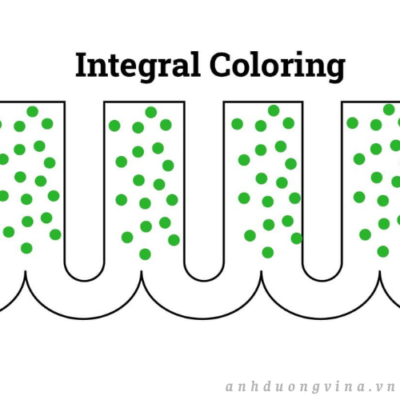
Tô màu tích phân
Phương pháp nhuộm màu tích hợp kết hợp quá trình anot hóa và nhuộm màu thành một bước duy nhất, trong đó lớp màng oxit được nhuộm màu trong quá trình anot hóa. Quá trình này sử dụng dung dịch chứa axit hữu cơ và axit sulfuric, tạo ra lớp phủ dày hơn và có khả năng chống mài mòn tốt hơn. Tuy nhiên, đây là một phương pháp tốn kém và việc sản xuất màng oxit màu có thể khó khăn hơn. Phạm vi màu sắc có thể đạt được thường bị giới hạn ở các sắc thái từ vàng nhạt đến vàng đậm, đồng, nâu, đen và xám.
Nhuộm nhúng
Trong phương pháp nhuộm nhúng, chi tiết đã được anot hóa được nhúng vào dung dịch chứa thuốc nhuộm. Thuốc nhuộm bám vào bề mặt của các lỗ rỗng trong lớp màng oxit. Màu sắc cuối cùng đạt được chịu ảnh hưởng bởi loại thuốc nhuộm cụ thể được sử dụng và các tính chất hóa học của nó. Phương pháp này tiết kiệm chi phí và cho phép áp dụng nhiều màu sắc khác nhau cho các chi tiết bằng nhôm. Tuy nhiên, lớp màng màu thu được có khả năng chống tia UV kém hơn so với các lớp màng được tạo ra bằng các kỹ thuật khác.
Trong một số quy trình, chất bôi trơn hoặc chất kết dính được sử dụng thay cho chất tạo màu. Đối với các bộ phận không cần nhuộm màu, bước tạo màu được bỏ qua.
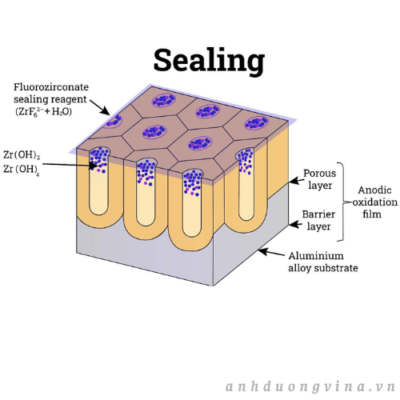
Niêm phong
Bước cuối cùng trong quy trình anod hóa là bịt kín, giúp giữ chặt chất nhuộm, chất bôi trơn hoặc chất kết dính đã hấp thụ bên trong lớp oxit xốp. Quá trình bịt kín này bảo vệ lớp màng xốp khỏi bị ăn mòn, ố màu và hấp thụ các chất không mong muốn, đồng thời ngăn ngừa phai màu. Việc bịt kín được thực hiện bằng cách sử dụng chất bịt kín để đóng các lỗ xốp hoặc giảm đường kính của chúng. Do tính nhạy cảm của lớp màng oxit, việc bịt kín phải được thực hiện ngay sau khi nhuộm màu.
Chương 3: Sản phẩm nhôm anot hóa là gì?
Quá trình anot hóa nhôm là một kỹ thuật thân thiện với môi trường, tạo ra một lớp oxit nhôm bền chắc, mang lại lớp hoàn thiện chống chịu thời tiết cho nhiều sản phẩm khác nhau. Quá trình này tăng cường tính linh hoạt trong thiết kế cho các nhà sản xuất đồ nhôm, mở ra nhiều khả năng hơn cho việc phát triển sản phẩm.
Ốp điện thoại thông minh
Ốp điện thoại bằng nhôm anod hóa có khả năng chống trầy xước, va đập và hao mòn tốt hơn. Lớp anod hóa đảm bảo các loại ốp này có thể chịu được nhiều điều kiện môi trường khác nhau, bao gồm độ ẩm, hơi nước và tiếp xúc với một số hóa chất nhất định.
Ngoài tính năng bảo vệ, ốp lưng điện thoại bằng nhôm anod hóa còn có vẻ ngoài bóng bẩy và thời trang, với nhiều màu sắc để phù hợp với sở thích cá nhân. Chúng được thiết kế để vừa khít với các đường cắt chính xác cho các mẫu điện thoại khác nhau. Giống như tất cả các sản phẩm bằng nhôm, những chiếc ốp lưng này nhẹ và ôm sát điện thoại mà chúng bảo vệ.
Mức độ bảo vệ mà ốp lưng điện thoại bằng nhôm anod hóa mang lại phụ thuộc vào loại nhôm được sử dụng. Các loại nhôm khác nhau, được xác định bởi thành phần crom và các hợp kim khác, ảnh hưởng đến độ bền và hiệu quả của ốp lưng.
Khung laptop bằng nhôm
Máy tính xách tay cần được bảo vệ chắc chắn do các linh kiện bên trong rất dễ bị hư hỏng. Khung nhôm mạ anodized tăng cường khả năng bảo vệ của nhôm, giúp chúng bền bỉ hơn so với nhôm không mạ anodized. Trong khi nhôm không mạ anodized có thể bị cong hoặc hư hại khi va đập, nhôm mạ anodized vẫn không bị ảnh hưởng bởi những sự cố như vậy, mang lại khả năng chống chịu vượt trội đối với các va đập, xóc nảy và thủng.
Trọng lượng nhẹ và tính di động là những thuộc tính quan trọng đối với máy tính xách tay, góp phần vào sự phổ biến rộng rãi của chúng. Mặc dù thép không gỉ có một số đặc tính tương tự như nhôm, nhưng nó nặng hơn, làm tăng thêm trọng lượng không cần thiết cho thiết bị. Điều này khiến nhôm anod hóa trở thành lựa chọn hấp dẫn cho khung máy tính xách tay nhờ tỷ lệ độ bền trên trọng lượng tuyệt vời, kết hợp độ bền với trọng lượng nhẹ.
Như các nhà sản xuất đã nhận ra, máy tính xách tay cần được thiết kế phù hợp với nhu cầu đa dạng của người dùng. Ví dụ, yêu cầu đối với máy tính xách tay của sinh viên đại học khác biệt đáng kể so với kỹ sư, và thông số kỹ thuật của máy tính xách tay dành cho giám đốc điều hành doanh nghiệp lại khác với nhạc sĩ và nhà soạn nhạc. Khung nhôm anod hóa mang lại tính linh hoạt và có thể được tùy chỉnh để đáp ứng các yêu cầu và thiết kế khác nhau của từng người dùng.
Vỏ máy tính bảng
Nhôm anod hóa là vật liệu chính được sử dụng cho vỏ máy tính bảng, chiếm 17% trọng lượng của máy tính bảng. Loại nhôm này đóng vai trò là vỏ sau của máy tính bảng, bao bọc và bảo vệ các linh kiện bên trong. Việc lựa chọn nhôm anod hóa là do đặc tính bảo vệ và độ bền của nó, khiến nó trở nên lý tưởng để chịu được các điều kiện khác nhau mà máy tính bảng thường gặp phải.
Tính chất xốp của nhôm anod hóa cho phép vỏ máy tính bảng có nhiều màu sắc khác nhau, điều này rất quan trọng đối với cả việc xây dựng thương hiệu và sở thích của người dùng. Thêm vào đó, việc phủ lớp bảo vệ hoặc sơn lên nhôm anod hóa càng làm tăng cường khả năng bảo vệ của nó.
Bo mạch chủ của máy tính bảng được kết nối với vỏ bằng chất hàn thiếc, cả nhôm và chất hàn thường được lấy từ vật liệu tái chế khi có thể. Nhôm anod hóa được ưa chuộng hơn nhựa hoặc thép không gỉ cho vỏ máy tính bảng vì độ bền vượt trội và trọng lượng nhẹ hơn, những yếu tố cần thiết để chịu được sự sử dụng khắc nghiệt mà máy tính bảng thường gặp phải. Nhựa thiếu khả năng chống va đập cần thiết, trong khi thép không gỉ lại quá nặng đối với một thiết bị nhỏ gọn như vậy.
Khung cửa sổ
Nhôm anod hóa được lựa chọn cho khung cửa sổ vì độ bền vượt trội, thường kéo dài 20 năm trở lên. Quá trình anod hóa tạo ra lớp hoàn thiện kim loại bóng bẩy, giữ được vẻ ngoài nhất quán và không thay đổi màu sắc hoặc hình dáng theo thời gian.
Khi lựa chọn vật liệu cho các cấu kiện kết cấu trong xây dựng, độ bền là yếu tố then chốt. Nhôm sơn hoặc phủ thường được chọn cho khung cửa sổ và cửa ra vào vì tính thẩm mỹ và khả năng chống ăn mòn và gỉ sét. Việc thêm lớp mạ anodized giúp tăng cường đáng kể khả năng chống chịu thời tiết và mài mòn của nhôm, vượt trội hơn so với nhôm chưa qua xử lý.
Lớp mạ anod trên nhôm hoạt động như một lớp màng oxit bảo vệ, giúp tăng cường đáng kể khả năng chống ăn mòn của kim loại. Lớp màng ổn định về mặt hóa học này không bị phân hủy theo thời gian, điều này được các nhà xây dựng và kiến trúc sư đánh giá cao. Khung cửa sổ bằng nhôm mạ anod có khả năng chống phai màu, bong tróc và hư hỏng, mang lại lớp hoàn thiện bền bỉ và lâu dài.
Vách kính
Vách kính là hệ thống ốp ngoại thất có khung nhôm anod hóa, có khả năng chống chịu thời tiết, mài mòn, ăn mòn và gỉ sét vượt trội. Các kiến trúc sư ưa chuộng vách kính vì vẻ ngoài ấn tượng và tính thẩm mỹ cao. Để giữ gìn vẻ đẹp và đảm bảo độ bền, vách kính được xây dựng từ các vật liệu chắc chắn như nhôm anod hóa, mang lại độ bền và tuổi thọ cần thiết cho các ứng dụng này.
Nhôm anod hóa được đánh giá cao trong xây dựng tường rèm nhờ tỷ lệ độ bền trên trọng lượng tuyệt vời. Nó cũng mang lại cho các kiến trúc sư sự linh hoạt đáng kể trong thiết kế, cho phép họ tạo ra các tính năng tùy chỉnh đáp ứng nhu cầu cụ thể của khách hàng.
Ngoài độ bền và tính linh hoạt, nhôm anod hóa là lựa chọn lý tưởng cho vách kính mặt dựng nhờ đặc tính chống cháy, giúp làm chậm sự lan truyền của ngọn lửa. Thêm vào đó, đây là lựa chọn tiết kiệm chi phí so với các vật liệu xây dựng khác. Vách kính mặt dựng bằng nhôm anod hóa góp phần tiết kiệm năng lượng bằng cách ổn định nhiệt độ trong tòa nhà và tăng cường ánh sáng, từ đó giảm tổng lượng điện năng tiêu thụ.
Cửa
Cửa nhôm anod hóa có vẻ ngoài bắt mắt và bề mặt nhẵn mịn tương tự như cửa sổ nhôm anod hóa. Những cánh cửa này có vẻ ngoài rực rỡ và bóng bẩy nổi bật so với các lựa chọn nhôm sơn hoặc phủ, giúp tôn lên vẻ đẹp tự nhiên của lớp hoàn thiện.
Không giống như các loại cửa được sơn hoặc phủ lớp bảo vệ, dễ bị phai màu và ố vàng theo thời gian do tiếp xúc với tia cực tím, cửa nhôm anod hóa giữ được vẻ ngoài sáng bóng và chống ố vàng. Loại cửa này chịu được việc sử dụng thường xuyên, dẫn đến trầy xước và móp méo. Tuy nhiên, độ bền và chắc chắn của nhôm anod hóa giúp giữ được vẻ ngoài của chúng bất chấp sự hao mòn thường xuyên.
Tấm chắn chân cửa, một bộ phận thường xuyên được sử dụng của cửa, thường bị đổi màu, xỉn màu và hư hỏng. Tấm chắn chân cửa bằng nhôm anod hóa có độ bền cao, chịu được va đập thường xuyên mà vẫn giữ được vẻ ngoài sáng bóng và không bị hư hại. Ngoài ra, những tấm chắn chân cửa và cửa này có thể được tô điểm thêm bằng lớp hoàn thiện bằng đồng thau hoặc đồng để tăng thêm vẻ đẹp thẩm mỹ.
Mặt tiền bên ngoài
Nhôm anod hóa thường được sử dụng cho mặt tiền các tòa nhà do đặc tính nhẹ và dải màu rộng, được tích hợp vào cấu trúc phân tử của kim loại. Đặc điểm này mang lại cho các kiến trúc sư nhiều lựa chọn để định hình diện mạo bên ngoài của tòa nhà. Lớp hoàn thiện kim loại tự nhiên của nó mang đến một giải pháp hấp dẫn và hiệu quả cho nhiều thách thức thiết kế khác nhau.
Mặt tiền bằng nhôm anod hóa được thiết kế để phản chiếu và khúc xạ ánh sáng, giúp duy trì môi trường nội thất thoải mái và dễ chịu. Đặc tính phản chiếu này là một lợi ích tiết kiệm năng lượng thiết thực của nhôm anod hóa, vì nó bảo vệ tòa nhà khỏi thời tiết khắc nghiệt và sức nóng đồng thời tăng cường sự thoải mái bên trong.
Với tỷ lệ độ bền trên trọng lượng cao, nhôm anod hóa có thể dễ dàng uốn cong, tạo hình và định hình để phù hợp với các đường cong, cạnh và thiết kế phức tạp. Nó đủ linh hoạt để được cán định hình, dập, khắc và đục lỗ, làm cho nó phù hợp với các ứng dụng như vách ngăn nhà để xe. Mặt tiền bằng nhôm anod hóa cung cấp một giải pháp bền vững và linh hoạt cho nhiều nhu cầu kiến trúc khác nhau.
Trang trí ô tô
Các chi tiết trang trí nội thất ô tô chủ yếu được chế tạo từ nhôm anod hóa vì nó mang lại bề mặt cứng cáp, nhẵn mịn và bền bỉ. Việc sử dụng nhôm trong các bộ phận xe hơi rất cần thiết để giảm trọng lượng, giúp cải thiện hiệu quả nhiên liệu và giảm mức tiêu thụ nhiên liệu trên mỗi dặm. Nhôm anod hóa được ưa chuộng trong sản xuất ô tô nhờ độ bền, trọng lượng nhẹ, độ bền cao, khả năng tái chế và khả năng thích ứng với nhiều phương pháp xử lý bề mặt khác nhau.
Cũng như bất kỳ sản phẩm nào khác, việc giảm chi phí sản xuất là điều cần thiết để đáp ứng sự hài lòng của khách hàng. Viền nhôm anod hóa dễ lắp đặt, cung cấp khả năng bảo vệ vượt trội và yêu cầu ít công đoạn hoàn thiện hoặc bảo trì với chi phí thấp. Những yếu tố này đóng vai trò quan trọng trong việc sử dụng nó trong sản xuất ô tô. Ngoài ra, nó có thể được xử lý để tăng cường vẻ ngoài của xe.
Trong ngành công nghiệp ô tô, nhôm anot hóa mang lại nhiều ưu điểm, bao gồm tính ổn định hóa học, không bị phân hủy, không độc hại và có thể tái chế, những đặc tính rất quan trọng trong bối cảnh môi trường hiện nay. Khi mối quan tâm về môi trường ngày càng gia tăng trên toàn cầu, quá trình anot hóa trở nên đặc biệt hấp dẫn vì nó tăng cường các đặc tính vốn có của nhôm mà không cần thêm bất kỳ vật liệu nào khác. Quá trình anot hóa tái cấu trúc bề mặt nhôm mà không tạo ra chất thải, góp phần tiết kiệm chi phí và thúc đẩy tính bền vững.
Khung xe đạp
Nhôm là lựa chọn phổ biến cho khung xe đạp nhờ đặc tính nhẹ, ổn định, bền và tiết kiệm chi phí. Khung nhôm anod hóa thường được làm từ các hợp kim như 6061 và 7005, mang lại những đặc tính vượt trội nhờ thành phần đặc biệt của chúng. Độ bền và tính ổn định của nhôm anod hóa là những lý do chính khiến nó được sử dụng trong khung xe đạp, vốn phải chịu tải trọng đáng kể từ việc sử dụng thường xuyên.
Hợp kim nhôm 6061 nổi tiếng với quá trình làm cứng bằng kết tủa và chứa silic và magie. Nó cung cấp độ bền kéo cao, các đặc tính cơ học tuyệt vời và khả năng hàn tốt, làm cho nó trở thành lựa chọn linh hoạt cho nhiều ứng dụng khác nhau. Đối với khung xe đạp, 6061 được ưa chuộng vì khả năng mang lại trải nghiệm lái êm ái trên địa hình gồ ghề.
Hợp kim nhôm 7005 thường được sử dụng trong khung xe đạp nhờ khả năng hàn tốt và độ bền kéo lên đến 350 MPa, với giới hạn mỏi là 150 MPa. Khác với 6061, hợp kim 7005 có chứa kẽm thay vì magie, do đó giá thành cao hơn. Hàm lượng kẽm giúp tăng cường độ bền của 7005, đặc biệt hữu ích cho các khung xe mỏng hơn được sử dụng trong xe đạp đường trường.
Khung xe đạp có các biến thể ống nhôm đơn, ống kép và ống ba, tùy thuộc vào độ dày của ống. Ống đơn có độ dày đồng nhất, ống kép có độ dày khác nhau, và ống ba có ba độ dày riêng biệt. Nhôm anod hóa loại 6061 thường được sử dụng cho khung đơn, trong khi loại 7005 được ưa chuộng hơn cho khung kép và khung ba do độ bền và khả năng duy trì độ bền ngay cả khi được làm mỏng hơn.
Đồ dùng nấu ăn
Đồ dùng nấu ăn có nhiều chất liệu khác nhau, bao gồm gang, thép không gỉ, đồng và nhôm. Mặc dù gang là một trong những chất liệu làm đồ dùng nấu ăn sớm nhất, nhưng hiện nay nó đã được thay thế phần lớn bởi các kim loại nhẹ hơn như đồng và nhôm. Cả đồ dùng nấu ăn bằng nhôm mạ anod và nhôm tiêu chuẩn đều có khả năng chống ăn mòn, chống gỉ và truyền nhiệt tuyệt vời.
Sự khác biệt chính giữa dụng cụ nấu ăn bằng nhôm mạ anod và nhôm tiêu chuẩn nằm ở độ bền của chúng. Dụng cụ nấu ăn bằng nhôm mạ anod, giống như các sản phẩm mạ anod khác, có khả năng chống sứt mẻ và bong tróc, đồng thời có thể chịu được nhiệt độ lên đến 500°F (260°C). Ngoài ra, tay cầm của dụng cụ nấu ăn bằng nhôm mạ anod luôn mát và dễ cầm nắm trong khi nấu nướng, trong khi chảo nhôm tiêu chuẩn thường cần có lớp phủ hoặc lớp bọc trên tay cầm.
Đồ dùng nấu ăn bằng nhôm thông thường đôi khi có thể dẫn đến hiện tượng kim loại thôi nhiễm vào thức ăn hoặc phản ứng với các thành phần có tính axit. Ngược lại, nhôm mạ anod được xử lý để ngăn ngừa những vấn đề này, tạo ra một bề mặt kín giúp ngăn chặn sự thôi nhiễm và chống lại các phản ứng với thực phẩm có tính axit. Bề mặt mạ anod cũng chống trầy xước và dễ lau chùi, mang đến một lựa chọn nấu nướng an toàn và hợp vệ sinh hơn.
Các loại lớp phủ anod hóa khác nhau trên nhôm là gì?
Nhôm anot hóa được phân loại thành hai loại theo tiêu chuẩn MIL-A-8625:
Lớp 1
Nhôm anod hóa loại 1 áp dụng cho các bộ phận không được nhuộm màu trong quá trình anod hóa. Trong loại này, bước tạo màu được bỏ qua. Hình thức cuối cùng bị ảnh hưởng bởi loại hợp kim, độ dày lớp anod và các thông số của quá trình xử lý anod và niêm phong. Thông thường, màu sắc thu được dao động từ xám nhạt đến màu đồng, và đó sẽ là màu cuối cùng của bộ phận.
Lớp phủ anot loại I
Lớp phủ anot loại I có độ dày tối thiểu 0,7 mil (18 micron) và được coi là “lớp phủ anot hiệu suất cao”. Các bộ phận có lớp phủ loại I thường được sử dụng trong các ứng dụng xây dựng được thiết kế để tiếp xúc liên tục với môi trường ngoài trời. Các ví dụ phổ biến bao gồm lan can bảo vệ, tấm kính mặt dựng, tấm chắn mưa và hàng rào.
Lớp 2
Nhôm anod hóa loại 2 đề cập đến các bộ phận được nhuộm màu hoặc tạo sắc tố trong quá trình anod hóa.
Các lớp phủ anot kiến trúc được phân loại theo ký hiệu của Hiệp hội Nhôm, khác với các loại được nêu trong tiêu chuẩn MIL-A-8625.
Lớp phủ anot loại II
Lớp phủ anot loại II có độ dày tối thiểu là 0,4 mil (10 micron). Các bộ phận có lớp phủ loại II thường được sử dụng trong các ứng dụng nội thất hoặc môi trường ngoài trời có điều kiện ánh sáng yếu, nơi không dự kiến sẽ có sự mài mòn và mỏi vật liệu cao. Các ứng dụng phổ biến bao gồm bộ tản nhiệt, cánh tản nhiệt tường, vỏ cột, các chi tiết trang trí và mặt tiền cửa hàng.

Tóm tắt
- Nhôm anot hóa là nhôm đã trải qua quá trình anot hóa để tăng cường độ bền, khả năng chống ăn mòn và giá trị thẩm mỹ của sản phẩm.
- Quá trình anot hóa tạo ra một lớp màng oxit cứng, chắc và ổn định trên bề mặt chi tiết, lớp màng này vẫn nguyên vẹn với lớp nền nhôm bên dưới. Lớp màng này có khả năng chống sứt mẻ, trầy xước, bong tróc và nứt vỡ. Anot hóa được sử dụng để chuẩn bị bề mặt nhôm cho việc phủ các chất nhuộm, sơn, chất bôi trơn và chất kết dính.
- Quá trình anot hóa có thể được thực hiện theo mẻ hoặc liên tục. Các giai đoạn của quá trình này bao gồm tiền xử lý, điện phân, tạo màu và niêm phong.
- Giai đoạn tiền xử lý bao gồm làm sạch và loại bỏ các khuyết điểm nhỏ trên bề mặt.
- Giai đoạn điện phân có thể tạo ra màng chắn hoặc màng xốp, tùy thuộc vào thành phần của dung dịch điện phân. Màng xốp phổ biến hơn cả hai loại.
- Các loại anot hóa chính dựa trên tiêu chuẩn MIL-A-8625 bao gồm anot hóa bằng axit cromic, anot hóa bằng axit sulfuric và anot hóa cứng. Các loại khác là anot hóa bằng axit boric-sulfuric, anot hóa bằng axit phosphoric, anot hóa màng mỏng bằng axit sulfuric và anot hóa trong suốt.
- Các phương pháp tạo màu sau xử lý anot bao gồm tạo màu điện phân, tạo màu giao thoa, và tạo màu nhúng. Đối với các bộ phận anot hóa không nhuộm màu, bước tạo màu sẽ được bỏ qua. Quá trình bịt kín được thực hiện để đóng các lỗ rỗng của lớp màng oxit.
- Các loại nhôm anot hóa dựa trên tiêu chuẩn MIL-A-8625 được chia thành Loại 1 và Loại 2, tương ứng với các bộ phận không nhuộm màu và đã nhuộm màu.
- Theo phân loại của Hiệp hội Nhôm, lớp phủ anot kiến trúc được chia thành Loại I và Loại II. Lớp phủ anot Loại I được sử dụng cho các bộ phận ngoại thất của công trình, trong khi Loại II được sử dụng cho các bộ phận nội thất và ngoại thất nhẹ.